Scanalatura lineare superficie cilindrica g792, 26 cicli di fr esat ur a – HEIDENHAIN SW 54843x-02 DIN Programming Manuale d'uso
Pagina 342
342
Programmazione DIN
4.26 Cicli di fr
esat
ur
a
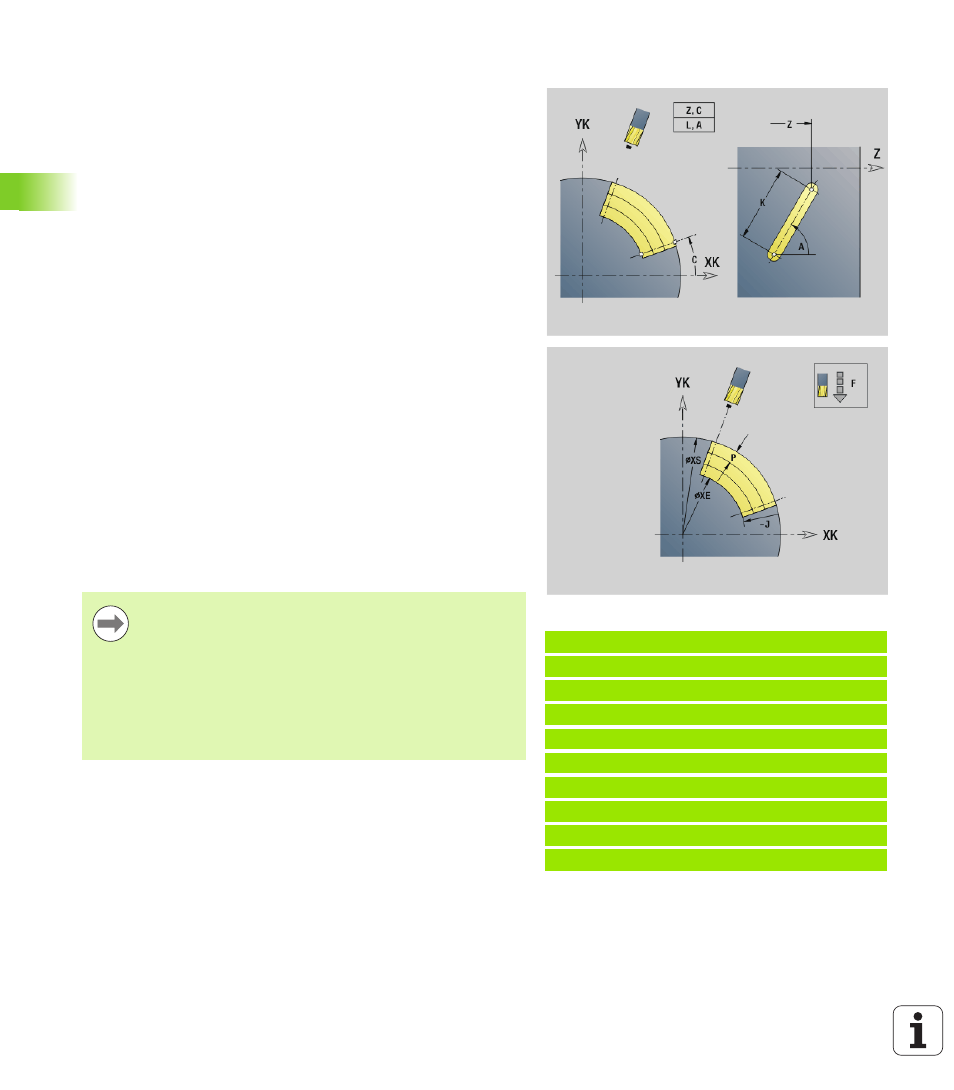
Scanalatura lineare superficie cilindrica G792
L'istruzione G792 fresa una scanalatura dalla posizione attuale
dell'utensile fino al punto finale. La larghezza della scanalatura
corrisponde al diametro della fresa. Non viene considerato alcun
sovrametallo.
Combinazioni di parametri per la definizione del punto finale: vedere
figura
Combinazioni di parametri per la definizione del piano di fresatura:
Fondo fresatura XE, spigolo superiore fresatura XS
Fondo fresatura XE, profondità fresatura J
Spigolo superiore fresatura XS, profondità fresatura J
Fondo fresatura XE
Esempio: G792
%792.nc
[G792]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X110 Z5
N5 G0 X102 Z-30
N6 G792 K25 A45 XE97 J3 P2 F0.15
N7 M15
END [ FINE ]
Parametri
Z
Punto finale scanalatura
C
Angolo finale. Angolo finale della scanalatura (direzione angolo:
vedere grafica di supporto)
K
Lunghezza scanalatura in riferimento al centro della fresa
A
Angolo scanalatura (riferimento: vedere grafica di supporto)
XE
Fondo fresatura
XS
Spigolo superiore fresatura
J
Profondità di fresatura
J>0: direzione di accostamento –X
J<0: direzione di accostamento +X
P
Incremento massimo (default: profondità totale in un
incremento)
F
Avanzamento di accostamento (default: avanzamento attivo)
Orientare il mandrino nella posizione angolare
desiderata prima della chiamata dell'istruzione G792.
Se si impiega un orientamento di posizionamento
mandrino (senza asse C), viene realizzata una
scanalatura radiale, parallela all'asse Z.
Se sono definiti J o XS, il ciclo prosegue in X fino alla
distanza di sicurezza e fresa quindi la scanalatura. Se J e
XS non sono definiti, il ciclo fresa a partire dalla posizione
utensile attuale.