Parametri ciclo, 9 fresa t ura for o (ciclo 208) – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 95
HEIDENHAIN iTNC 530
95
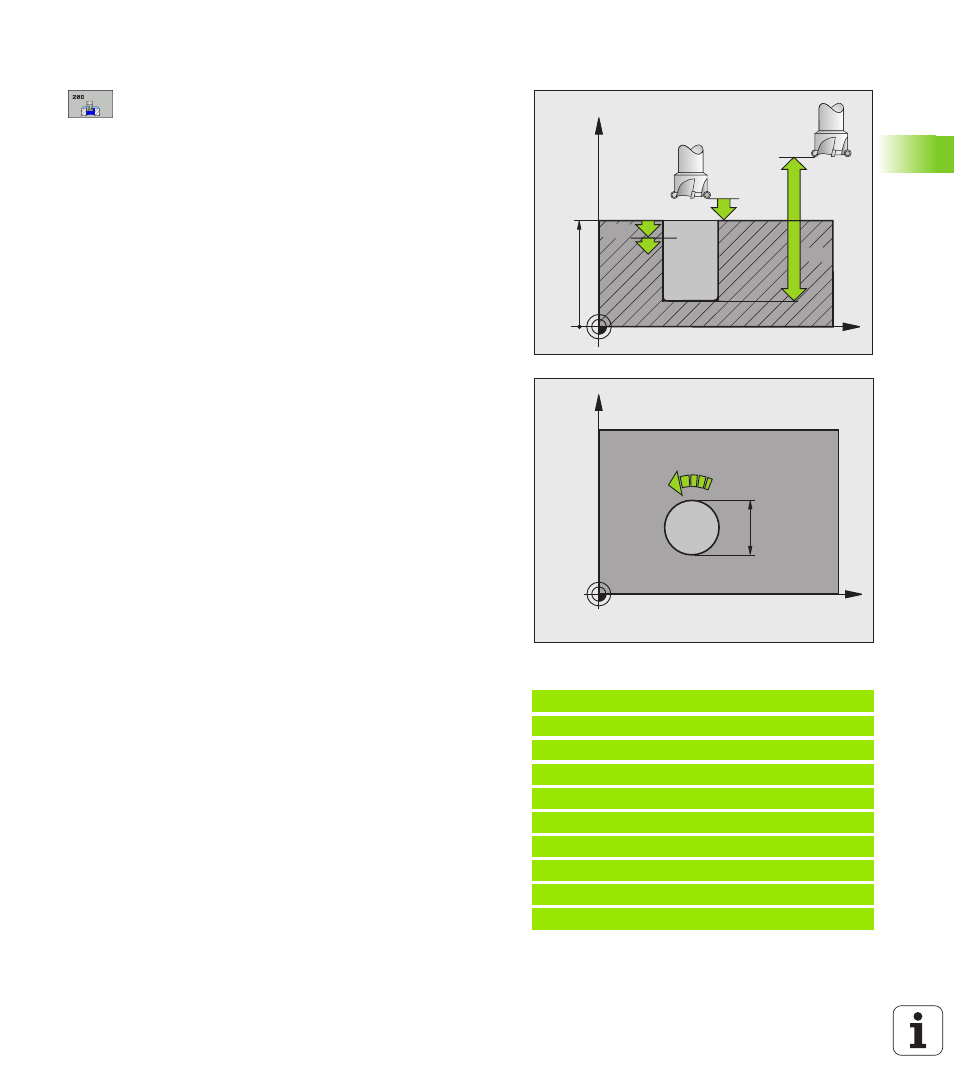
3.9 FRESA
T
URA FOR
O
(ciclo 208)
Parametri ciclo
U
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza spigolo inferiore dell'utensile superficie del
pezzo. Campo di immissione da 0 a 99999,9999, in
alternativa PREDEF
U
PROFONDITÀ
Q201 (in valore incrementale): distanza tra
la superficie del pezzo e il fondo del foro. Campo di
immissione da -99999,9999 a 99999,9999
U
AVANZAMENTO INCREMENTO
Q206: velocità di
spostamento dell'utensile durante la foratura in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa FAUTO, FU, FZ
U
INCREMENTO PER GIRO DELL'ELICA
Q334 (in valore
incrementale): quota di cui l'utensile viene di volta in
volta avvicinato al giro dell'elica (=360°). Campo di
immissione da 0 a 99999,9999
U
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo. Campo di
immissione da -99999,9999 a 99999,9999
U
2ª DISTANZA DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio). Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
U
DIAMETRO NOMINALE
Q335 (in valore assoluto):
diametro foro. Se è stato impostato il diametro
nominale uguale al diametro utensile, il TNC fora
senza interpolazione delle linee a spirale
direttamente alla profondità impostata. Campo di
immissione da 0 a 99999,9999
U
DIAMETRO PREFORATO
Q342 (in valore assoluto): appena
si introduce in Q342 un valore maggiore di 0, il TNC
non esegue alcun controllo del rapporto tra il diametro
nominale e il diametro dell'utensile. In tal modo è
possibile fresare fori il cui diametro è maggiore del
doppio del diametro dell'utensile. Campo di
immissione da 0 a 99999,9999
U
MODO FRESATURA
Q351: tipo della lavorazione di
fresatura con M3
+1 = concorde
–1 = discorde
PREDEF
= utilizzare valore standard da GLOBAL DEF
Esempio: blocchi NC
12 CYCL DEF 208 FRESATURA DI FORI
Q200=2
;DISTANZA SICUREZZA
Q201=-80
;PROFONDITÀ
Q206=150
;AVANZ. INCREMENTO
Q334=1.5
;PROF. INCREMENTO
Q203=+100 ;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q335=25
;DIAMETRO NOMINALE
Q342=0
;DIAMETRO PREFORATO
Q351=+1
;MODO FRESATURA
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335