Esecuzione del ciclo – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 222
222
Cicli di lavorazione: superficie cilindrica
8.5 FRESA
T
URA DI PR
OFIL
O ES
TERNO SU SUPERFICIE CILINDRICA (ciclo 39,
DIN/ISO: G139, opzione sof
tw
a
re
1) 8.5 FRESATURA DI PROFILO
ESTERNO SU SUPERFICIE
CILINDRICA (ciclo 39, DIN/ISO:
G139, opzione software 1)
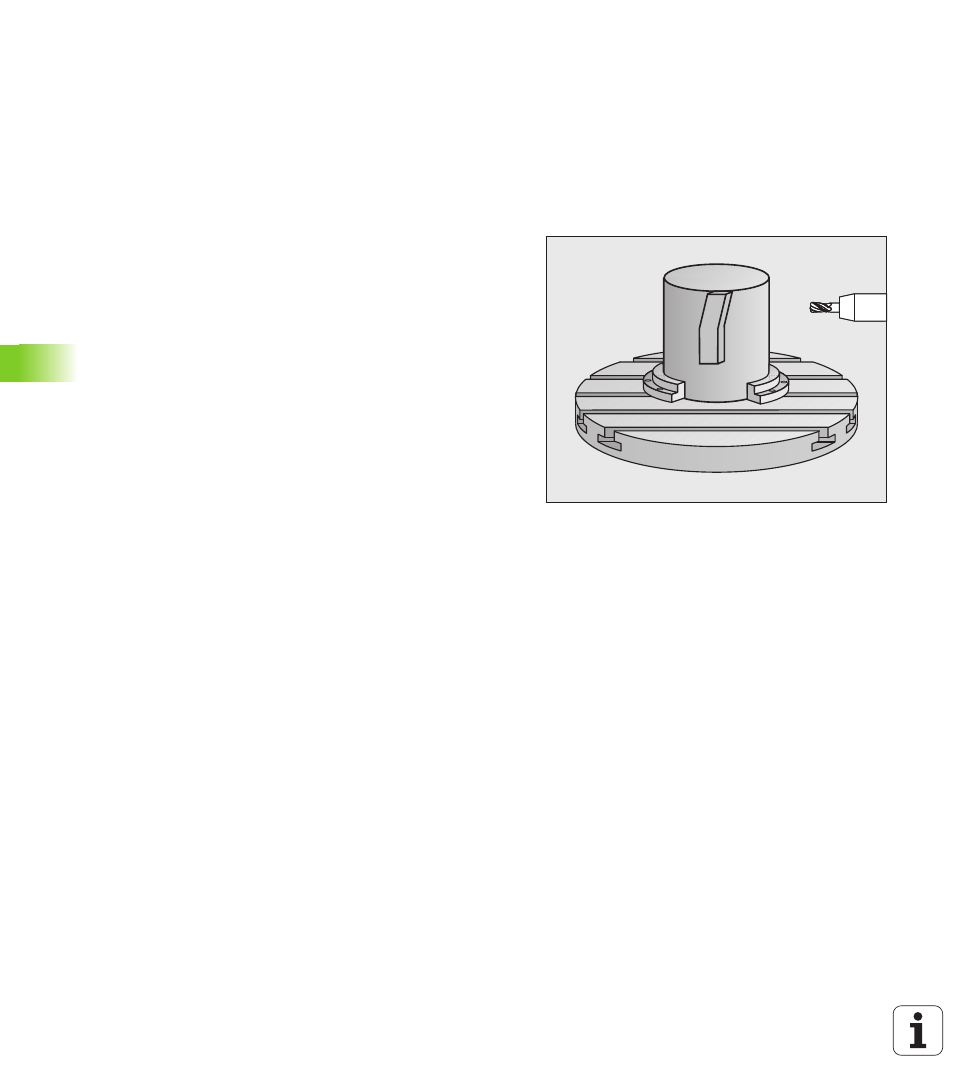
Esecuzione del ciclo
Con questo ciclo è possibile trasferire un profilo aperto definito nello
sviluppo su una superficie cilindrica. In questo ciclo il TNC pone
l'utensile in modo tale che, con correzione del raggio attiva, la parete
del profilo fresato sia parallela all'asse del cilindro.
Contrariamente ai cicli 28 e 29, nel sottoprogramma del profilo viene
definito il profilo da realizzare effettivamente.
1
Il TNC posiziona l'utensile sopra il punto di partenza della
lavorazione. Il TNC colloca il punto di partenza, spostato per il
diametro dell'utensile, accanto al primo punto definito nel
sottoprogramma del profilo
2
Dopo che il TNC ha eseguito il posizionamento sulla prima
profondità incremento, l'utensile si avvicina al profilo in modo
tangenziale su un arco di cerchio con avanzamento di fresatura
Q12. Viene eventualmente considerato il sovrametallo per finitura
3
L'utensile esegue la fresatura alla prima profondità incremento con
avanzamento Q12 lungo il profilo, fino al completamento del profilo
sagomato definito
4
In seguito l'utensile si stacca tangenzialmente dalla parete
dell'isola, ritornando al punto di partenza della lavorazione
5
Questa procedura (da 2 a 4) si ripete fino al raggiungimento della
PROFONDITÀ Q1 programmata
6
Alla fine l'utensile si riporta ad altezza di sicurezza nell'asse
utensile oppure all'ultima posizione programmata prima del ciclo
(in funzione del parametro macchina 7420)