Esecuzione del ciclo – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 422
422
Cicli di tastatura: controllo automatico dei pezzi
16.12 MISURAZIONE CER
C
HIO DI
FORI (ciclo
430, DIN/ISO: G430)
16.12 MISURAZIONE CERCHIO DI
FORI (ciclo 430, DIN/ISO: G430)
Esecuzione del ciclo
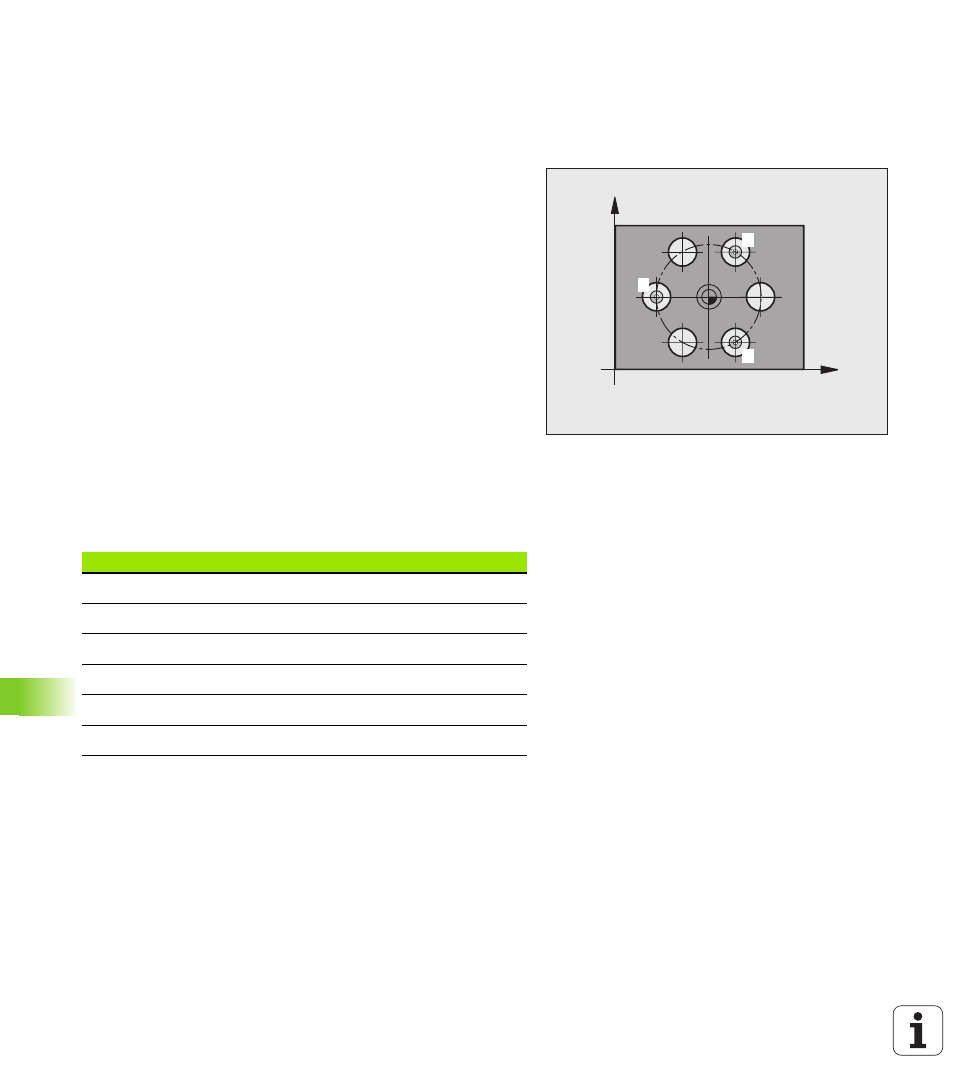
Il ciclo di tastatura 430 rileva il centro e il diametro di cerchi di fori
mediante misurazione di tre fori. Definendo nel ciclo valori di
tolleranza, il TNC effettua un confronto tra i valori nominali e reali e
memorizza gli scostamenti in parametri di sistema.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o da
MP6361) e con la logica di posizionamento (vedere "Esecuzione dei
cicli di tastatura" a pagina 308) sul centro programmato del primo
foro
1
2
Successivamente il tastatore si porta all'altezza di misura
programmata e rileva mediante quattro tastature il centro del primo
foro
3
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona sul centro programmato del secondo foro
2
4
Il TNC porta il tastatore all'altezza di misura programmata e rileva
mediante quattro tastature il centro del secondo foro
5
Successivamente il tastatore si riporta all'altezza di sicurezza e si
posiziona sul centro programmato del terzo foro
3
6
Il TNC porta il tastatore all'altezza di misura programmata e rileva
mediante quattro tastature il centro del terzo foro
7
Infine il TNC riposiziona il tastatore all'altezza di sicurezza e
memorizza i valori reali e gli scostamenti nei seguenti parametri Q:
X
Y
1
2
3
Numero parametro
Significato
Q151
Valore reale centro asse principale
Q152
Valore reale centro asse secondario
Q153
Valore reale diametro cerchio di fori
Q161
Offset centro asse principale
Q162
Offset centro asse secondario
Q163
Offset diametro cerchio di fori