Esecuzione del ciclo, Per la programmazione – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 416
416
Cicli di tastatura: controllo automatico dei pezzi
16.1
0 MISURAZIONE ES
TERNA IS
OLA (ciclo 426, DIN/ISO: G426)
16.10 MISURAZIONE ESTERNA ISOLA
(ciclo 426, DIN/ISO: G426)
Esecuzione del ciclo
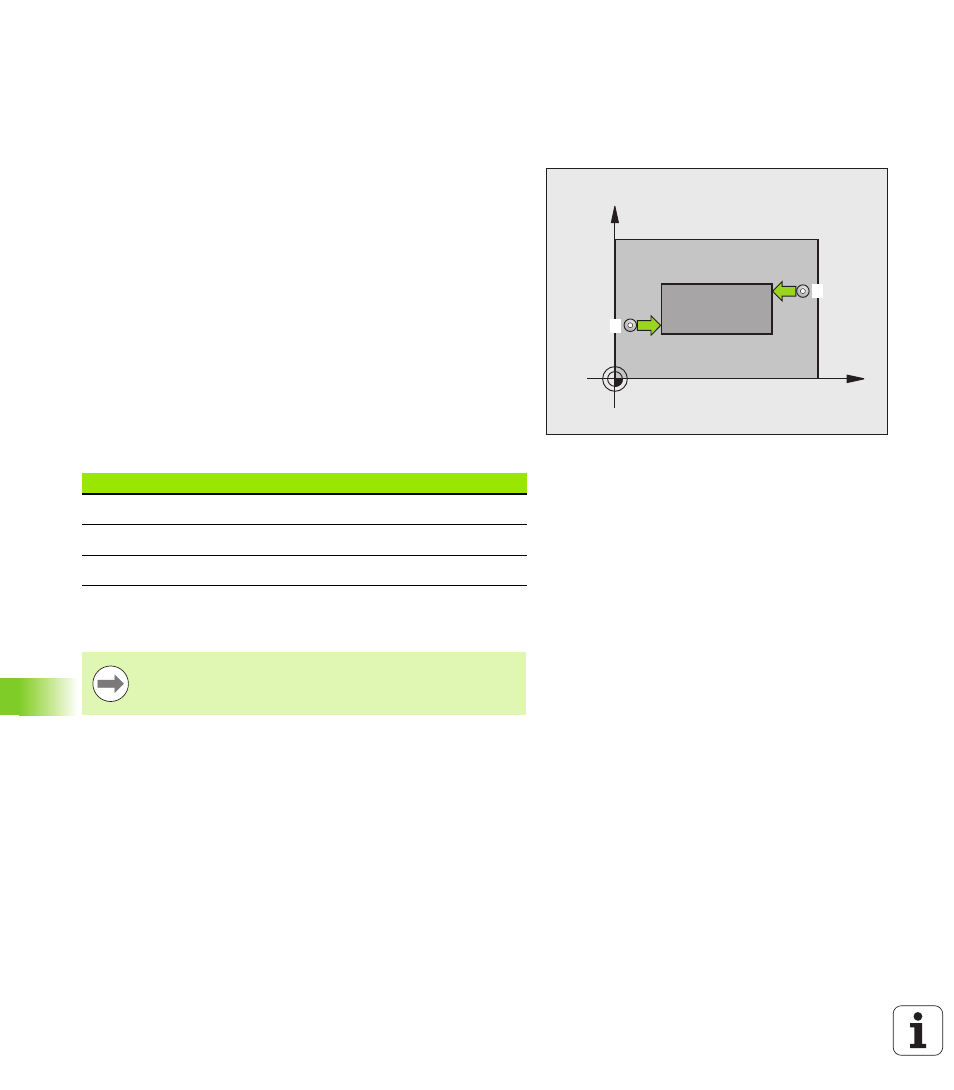
Il ciclo di tastatura 426 rileva la posizione e la larghezza di un'isola.
Definendo nel ciclo valori di tolleranza, il TNC effettua un confronto tra
i valori nominali e reali e memorizza gli scostamenti in parametri di
sistema.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o MP6361)
e con la logica di posizionamento (vedere "Esecuzione dei cicli di
tastatura" a pagina 308) sul punto da tastare
1
. Il TNC calcola i punti
da tastare sulla base dei valori programmati nel ciclo e della
distanza di sicurezza definita in MP6140
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (MP6120 o MP6360). La prima tastatura eseguita sempre
in direzione negativa dell'asse programmato
3
Quindi il tastatore si porta all'altezza di sicurezza sul successivo
punto da tastare ed esegue la seconda tastatura
4
Infine il TNC riposiziona il tastatore all'altezza di sicurezza e
memorizza i valori reali e gli scostamenti nei seguenti parametri Q:
Per la programmazione
X
Y
1
2
Numero parametro
Significato
Q156
Valore reale lunghezza misurata
Q157
Valore reale posizione asse centrale
Q166
Offset lunghezza misurata
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.