Esecuzione del ciclo – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 325
HEIDENHAIN iTNC 530
325
14.7 Allineament
o
della posiz
ione
obli
qua di
un pez
z
o tr
amit
e l'asse C (ciclo
405, DIN/ISO: G405)
14.7 Allineamento della posizione
obliqua di un pezzo tramite l'asse
C (ciclo 405, DIN/ISO: G405)
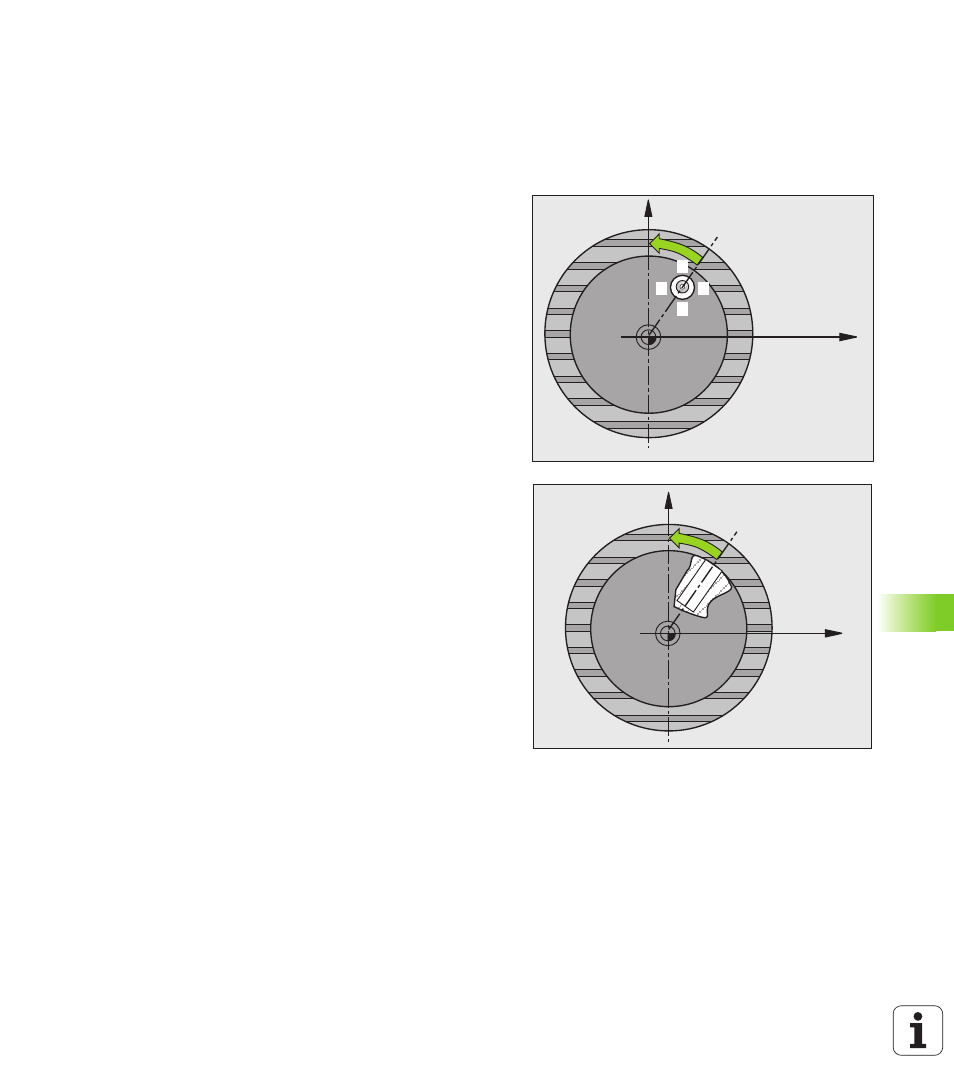
Esecuzione del ciclo
Con il ciclo di tastatura 405 si può determinare
l'offset angolare tra l'asse Y positivo del sistema di coordinate attivo
e il centro di un foro oppure
l'offset angolare tra la posizione nominale e la posizione reale del
centro di un foro
Il TNC compensa l'offset angolare rilevato mediante una rotazione
dell'asse C. Per questa tastatura il pezzo può essere serrato secondo
le esigenze sulla tavola rotante, a condizione che la coordinata Y del
foro risulti positiva. Misurando l'offset angolare del foro con l'asse Y
del tastatore (posizione orizzontale del foro), potrebbe risultare
necessario ripetere il ciclo più volte, in quanto a causa della strategia
di misura, si crea un'imprecisione di circa l'1% della posizione obliqua.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o MP6361)
e con la logica di posizionamento (vedere "Esecuzione dei cicli di
tastatura" a pagina 308) sul punto da tastare
1
. Il TNC calcola i punti
da tastare sulla base dei valori programmati nel ciclo e della
distanza di sicurezza definita in MP6140
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (MP6120 o MP6360). Il TNC determina la direzione di
tastatura automaticamente in funzione dell'angolo di partenza
programmato
3
Quindi il tastatore si porta sul successivo punto da tastare
2
su una
traiettoria circolare, all'altezza di misura o all'altezza di sicurezza ed
esegue la seconda tastatura
4
Il TNC posiziona il tastatore sul punto
3
e quindi sul punto da
tastare
4
eseguendo rispettivamente la terza e la quarta tastatura
e posiziona il tastatore sul centro del foro determinato
5
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza e allinea
il pezzo mediante rotazione della tavola rotante. Per questo
allineamento il TNC ruota la tavola rotante in modo tale che il centro
del foro si trovi, dopo la compensazione, sia con asse del tastatore
verticale che orizzontale, in direzione dell'asse Y positivo o sulla
posizione nominale del centro del foro. L'offset angolare
determinato è inoltre disponibile nel parametro Q150
X
Y
1
2
4
3
X
Y