HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 173
HEIDENHAIN iTNC 530
173
6.2 SA
GOMA DI PUNTI SU CER
C
HIO (Ciclo 220, DIN/ISO: G220)
U
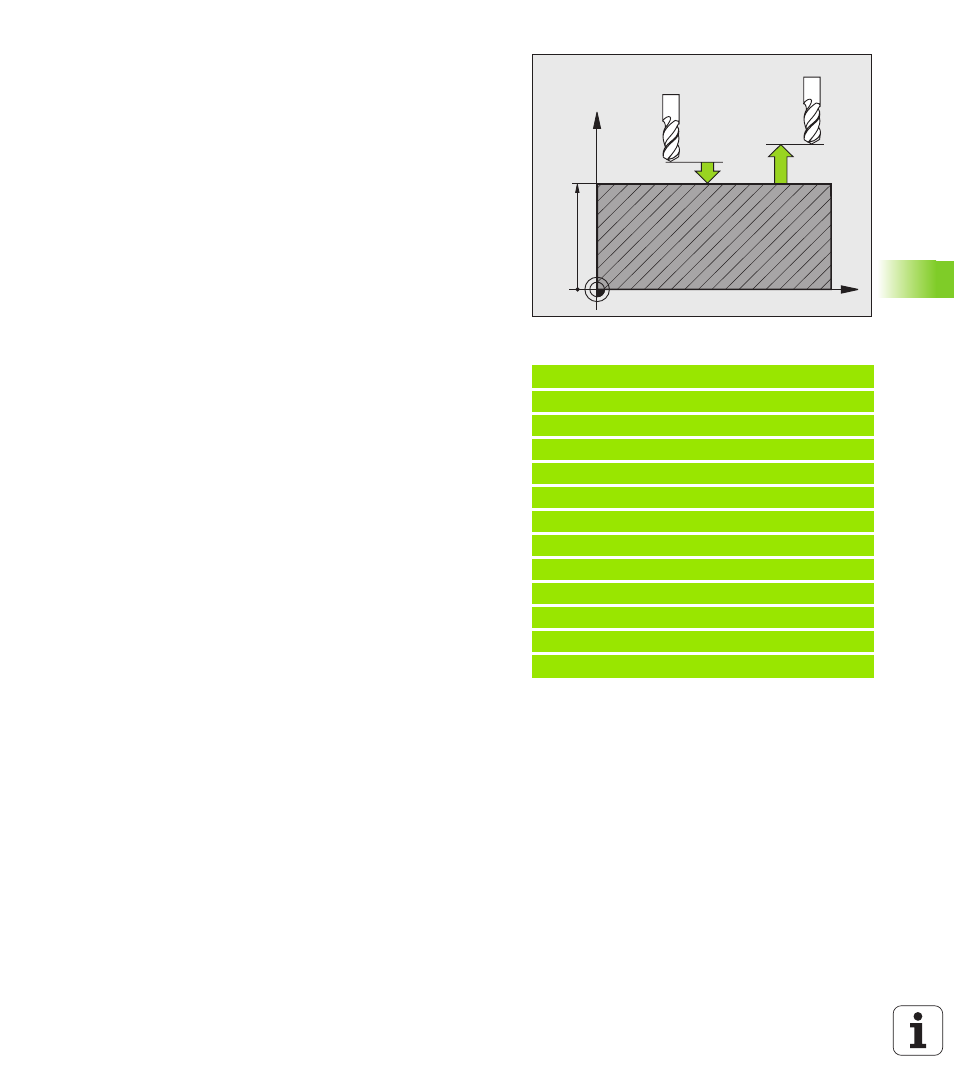
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la punta dell’utensile e la superficie del
pezzo. Campo di immissione da 0 a 99999,9999 in
alternativa PREDEF
U
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata della superficie del pezzo. Campo di
immissione da -99999,9999 a 99999,9999
U
2ª DISTANZA DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio). Campo di immissione da 0 a
99999,9999 in alternativa PREDEF
U
SPOSTARSI A ALT. SICUR.
Q301: determinare in che
modo l'utensile deve spostarsi tra le varie lavorazioni:
0: tra le lavorazioni spostarsi alla DISTANZA DI
SICUREZZA
1: tra le lavorazioni spostarsi alla 2ª DISTANZA DI
SICUREZZA
in alternativa PREDEF
U
TIPO DI SPOSTAMENTO? RETTA=0/CERCHIO=1
Q365:
determinare in che modo l'utensile deve spostarsi tra
le varie lavorazioni:
0: tra le lavorazioni spostarsi su una retta
1: tra le lavorazioni, spostarsi in modo circolare sul
diametro del cerchio completo
Esempio: blocchi NC
53 CYCL DEF 220 CERCHIO FIGURE
Q216=+50
;CENTRO 1º ASSE
Q217=+50
;CENTRO 2º ASSE
Q244=80
;DIAMETRO RIFERIMENTO
Q245=+0
;ANGOLO DI PARTENZA
Q246=+360 ;ANGOLO FINALE
Q247=+0
;ANGOLO INCREMENTALE
Q241=8
;NUMERO LAVORAZIONI
Q200=2
;DISTANZA SICUREZZA
Q203=+30
;COORD. SUPERFICIE
Q204=50
;2ª DIST. SICUREZZA
Q301=1
;SPOST. A ALT. SICUR.
Q365=0
;TIPO DI SPOSTAMENTO
X
Z
Q200
Q203
Q204