Per la programmazione – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 359
Advertising
HEIDENHAIN iTNC 530
359
15.8 ORIGINE ES
TERNA SULL
O SPIG
OL
O (ciclo 414, DIN/ISO: G414)
Per la programmazione
X
Y
X
Y
X
Y
X
Y
A
B
C
D
1
2
3
2
1
3
1
2
3
2
1
3
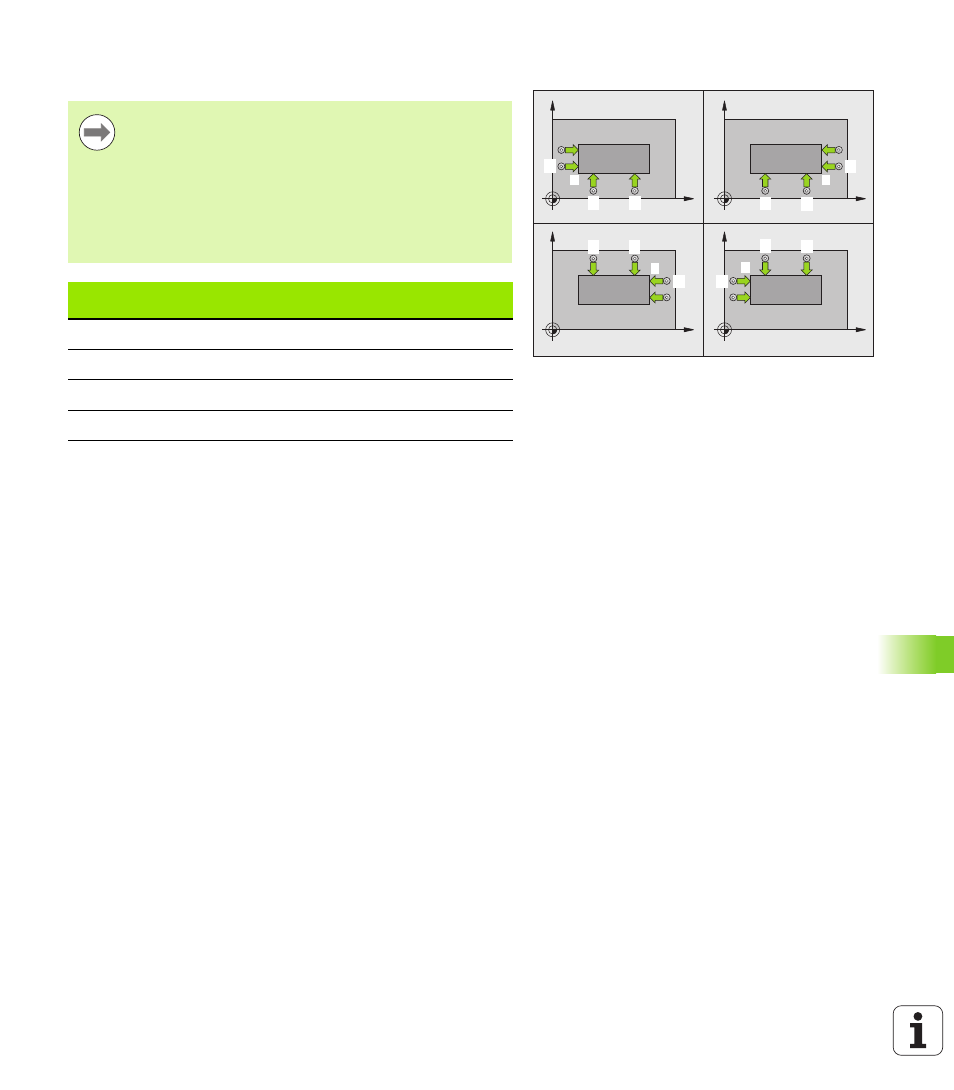
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Il TNC misura la prima retta sempre in direzione dell'asse
secondario del piano di lavoro.
Attraverso la posizione dei punti misurati
1
e
3
si
determina lo spigolo su cui il TNC imposta l'origine (vedere
la figura al centro a destra e la seguente tabella).
Spig
olo
Coordinata X
Coordinata Y
A
Punto
1
punto grande
3
Punto
1
punto piccolo
3
B
Punto
1
punto piccolo
3
Punto
1
punto piccolo
3
C
Punto
1
punto piccolo
3
Punto
1
punto grande
3
D
Punto
1
punto grande
3
Punto
1
punto grande
3
Advertising