HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 80
80
Cicli di lavorazione: foratura
3.5 BARENA
TURA (ciclo 202, DIN/ISO: G202)
U
DIREZ. DISIMPEGNO (0/1/2/3/4)
Q214: definizione
della direzione in cui il TNC disimpegna l'utensile sul
fondo del foro (dopo l'orientamento del mandrino)
U
ANGOLO ORIENTAMENTO MANDRINO
Q336 (in valore
assoluto): angolo sul quale il TNC posiziona
l'utensile prima del disimpegno. Campo di
immissione da -360,000 a 360,000
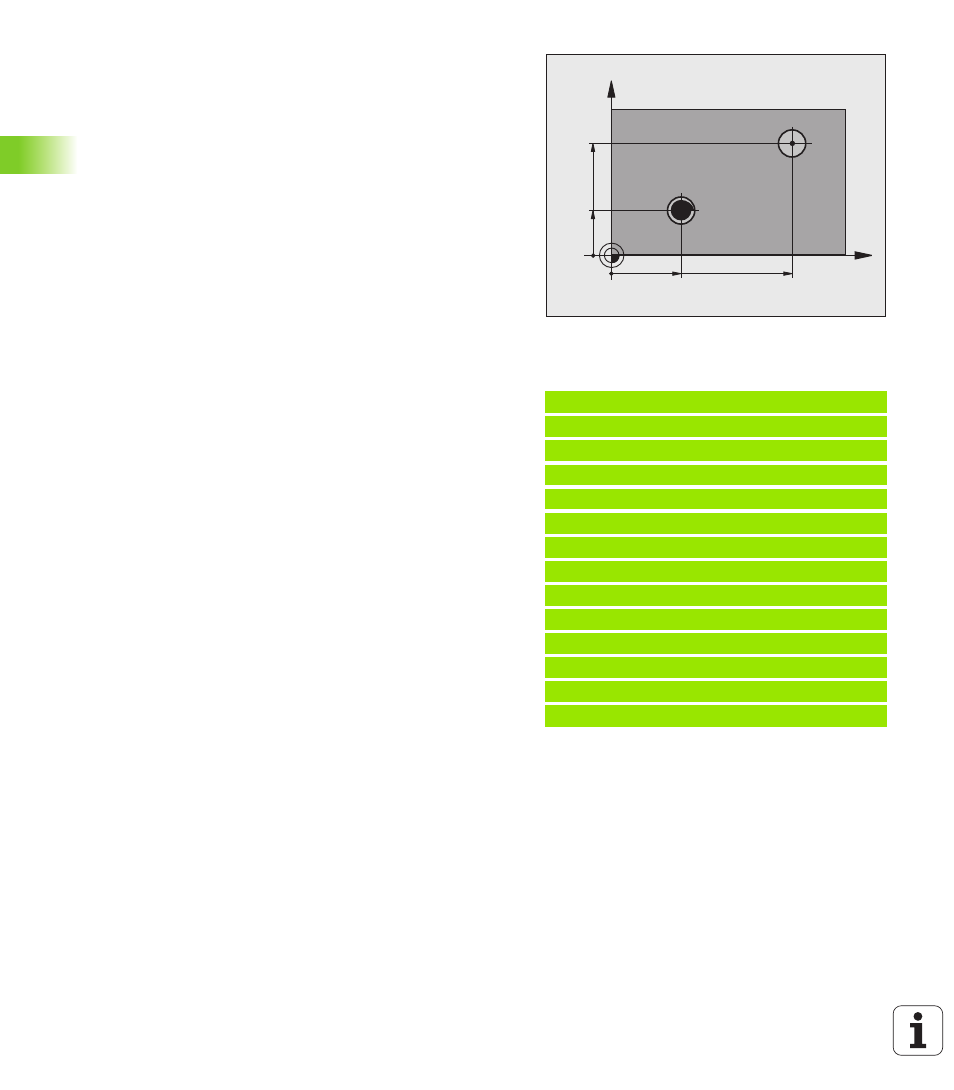
Esempio:
10 L Z+100 R0 FMAX
11 CYCL DEF 202 BARENATURA
Q200=2
;DISTANZA SICUREZZA
Q201=-15
;PROFONDITÀ
Q206=100
;AVANZ. INCREMENTO
Q211=0.5
;TEMPO ATTESA SOTTO
Q208=250
;AVANZAM. RITORNO
Q203=+20
;COORD. SUPERFICIE
Q204=100
;2ª DIST. SICUREZZA
Q214=1
;DIREZIONE DISIMPEGNO
Q336=0
;ANGOLO PER MANDRINO
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M99
30
X
Y
20
80
50
0
Senza disimpegno dell'utensile
1
Disimpegno dell'utensile in direzione negativa
dell'asse principale
2
Disimpegno dell'utensile in direzione negativa
dell'asse secondario
3
Disimpegno dell'utensile in direzione positiva
dell'asse principale
4
Disimpegno dell'utensile in direzione positiva
dell'asse secondario