Esecuzione del ciclo, Per la programmazione – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 371
HEIDENHAIN iTNC 530
371
15.1
1
ORIGINE A
S
SE DEL T
A
S
T
A
T
ORE (ciclo 41
7,
DIN/ISO: G41
7
)
15.11 ORIGINE ASSE DEL TASTATORE
(ciclo 417, DIN/ISO: G417)
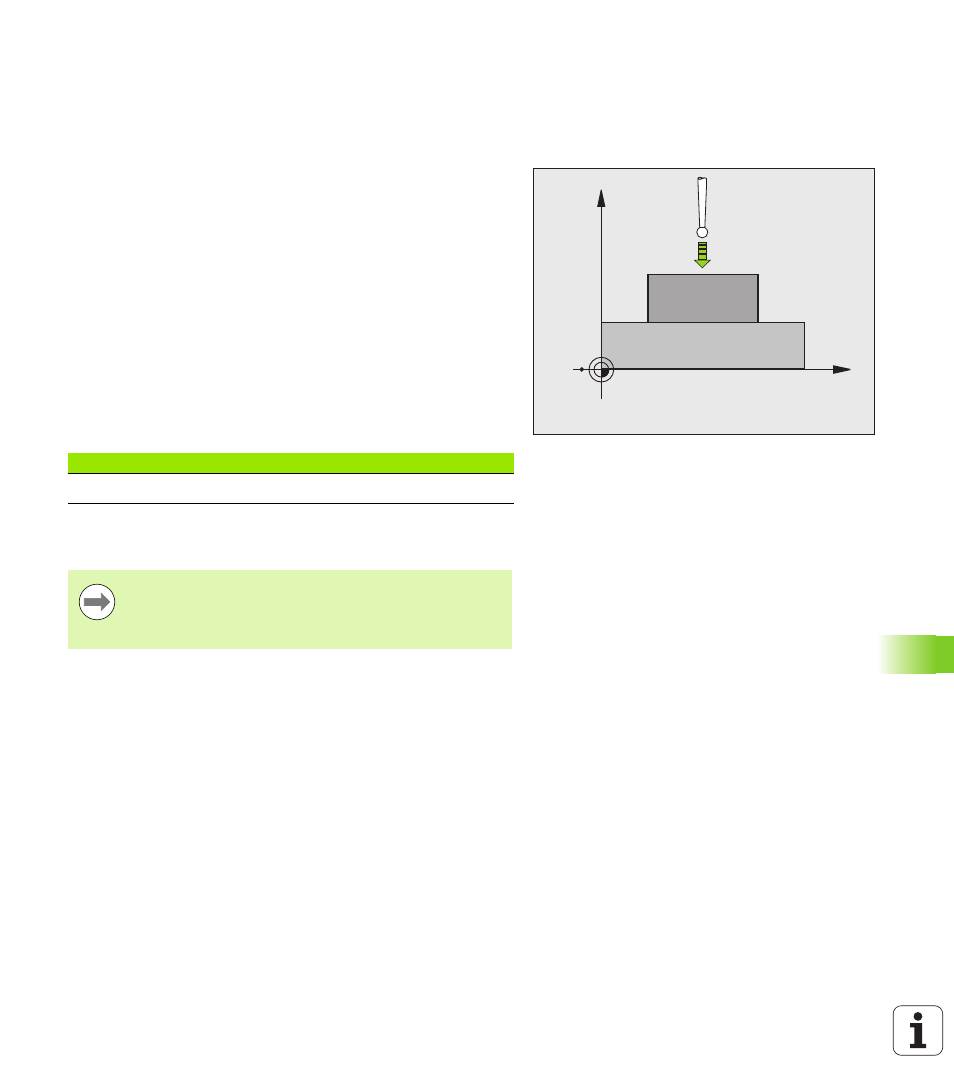
Esecuzione del ciclo
Il ciclo di tastatura 417 misura una coordinata qualsiasi nell'asse del
tastatore e imposta questa coordinata quale origine. In alternativa il
TNC può inserire questa coordinata in una tabella origini o in una
tabella Preset.
1
Il TNC posiziona il tastatore in rapido (valore da MP6150 o MP6361)
e con la logica di posizionamento (vedere "Esecuzione dei cicli di
tastatura" a pagina 308) sul punto da tastare programmato
1
.
Contemporaneamente il TNC sposta il tastatore della distanza di
sicurezza in direzione dell'asse positivo del tastatore
2
In seguito il tastatore si sposta sul suo asse sulla coordinata
programmata del punto da tastare
1
e rileva con un'unica tastatura
la posizione reale
3
Alla fine il TNC riposiziona il tastatore all'altezza di sicurezza ed
elabora l'origine determinata in funzione dei parametri ciclo Q303
e Q305 (vedere "Memorizzazione dell'origine calcolata" a pagina
334) e salva i valori reali nei parametri Q presentato di seguito
Per la programmazione
X
Z
Q260
Numero parametro
Significato
Q160
Valore reale punto misurato
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore. Quindi il TNC imposta l'origine su
questo asse.