HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 142
142
Cicli di lavorazione: fresatura di tasche / fresatura di isole / fresatura di scanalature
5.2 T
A
SCA RET
T
ANGOLARE (ciclo 251, DIN/ISO: G251)
U
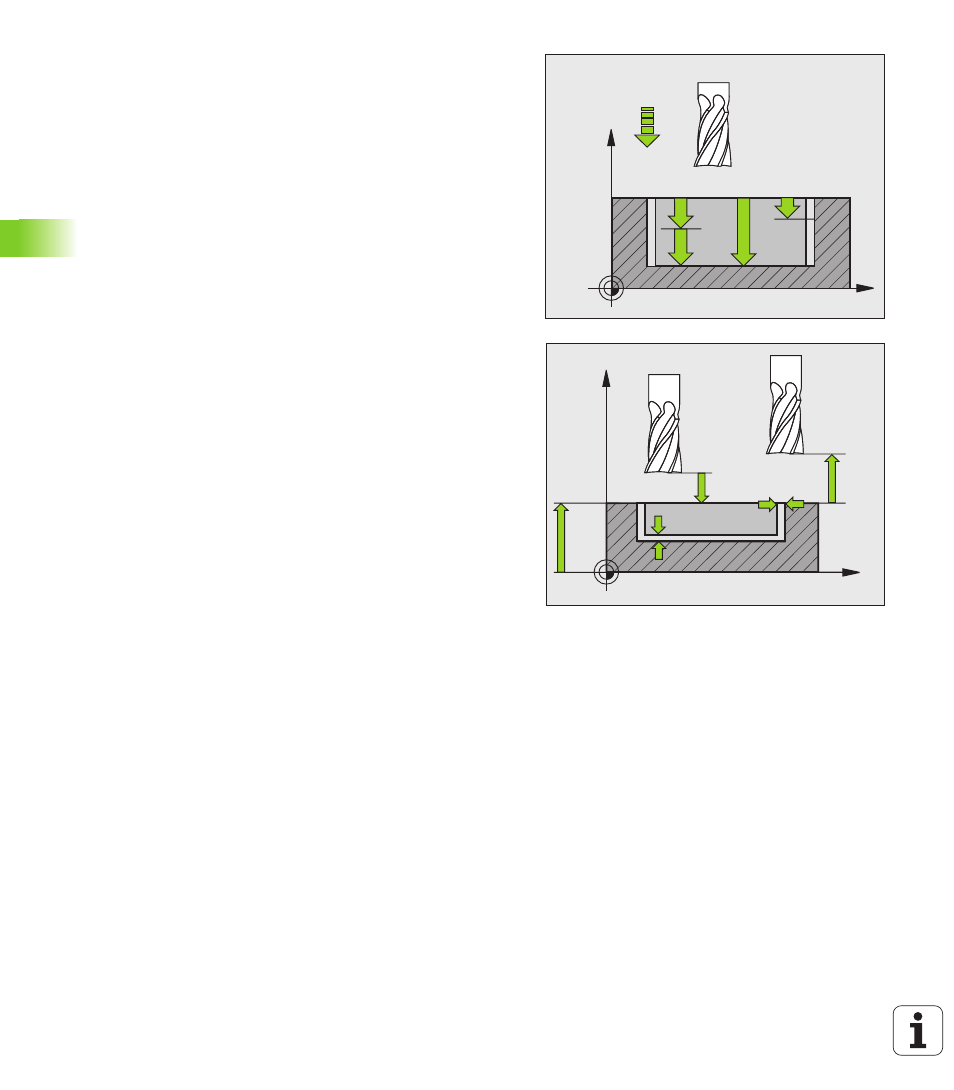
PROFONDITÀ
Q201 (in valore incrementale): distanza tra
la superficie del pezzo e il fondo della tasca. Campo di
immissione da -99999,9999 a 99999,9999
U
PROF. INCREMENTO
Q202 (in valore incrementale):
quota dei singoli accostamenti dell’utensile; inserire
un valore maggiore di 0. Campo di immissione da 0 a
99999,9999
U
SOVRAMETALLO PROFONDITÀ
Q369 (in valore
incrementale): sovrametallo di finitura per la
profondità. Campo di immissione da 0 a 99999,9999
U
AVANZAMENTO INCREMENTO
Q206: velocità di
spostamento dell'utensile durante il posizionamento
in profondità in mm/min. Campo di immissione da 0 a
99999,999, in alternativa FAUTO, FU, FZ
U
INCREMENTO PER FINITURA
Q338 (in valore
incrementale): quota di accostamento dell'utensile
secondo l'asse del mandrino in finitura. Q338=0:
finitura in una sola passata. Campo di immissione da
0 a 99999,9999
U
DISTANZA DI SICUREZZA
Q200 (in valore incrementale):
distanza tra la superficie frontale dell’utensile e la
superficie del pezzo. Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
U
COORD. SUPERFICIE PEZZO
Q203 (in valore assoluto):
coordinata assoluta della superficie del pezzo. Campo
di immissione da -99999,9999 a 99999,9999
U
2ª DISTANZA DI SICUREZZA
Q204 (in valore
incrementale): coordinata dell'asse del mandrino che
esclude una collisione tra l'utensile e il pezzo (il
dispositivo di serraggio). Campo di immissione da 0 a
99999,9999, in alternativa PREDEF
X
Z
Q201
Q206
Q202
Q338
X
Z
Q200
Q20
Q20
Q36
Q36