Per la programmazione, Parametri ciclo, Per la programmazione parametri ciclo – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 410
410
Cicli di tastatura: controllo automatico dei pezzi
16.8 MISURAZIONE ES
TERNA RET
T
AN
GOL
O
(ciclo 424, DIN/ISO: G424)
Per la programmazione
Parametri ciclo
U
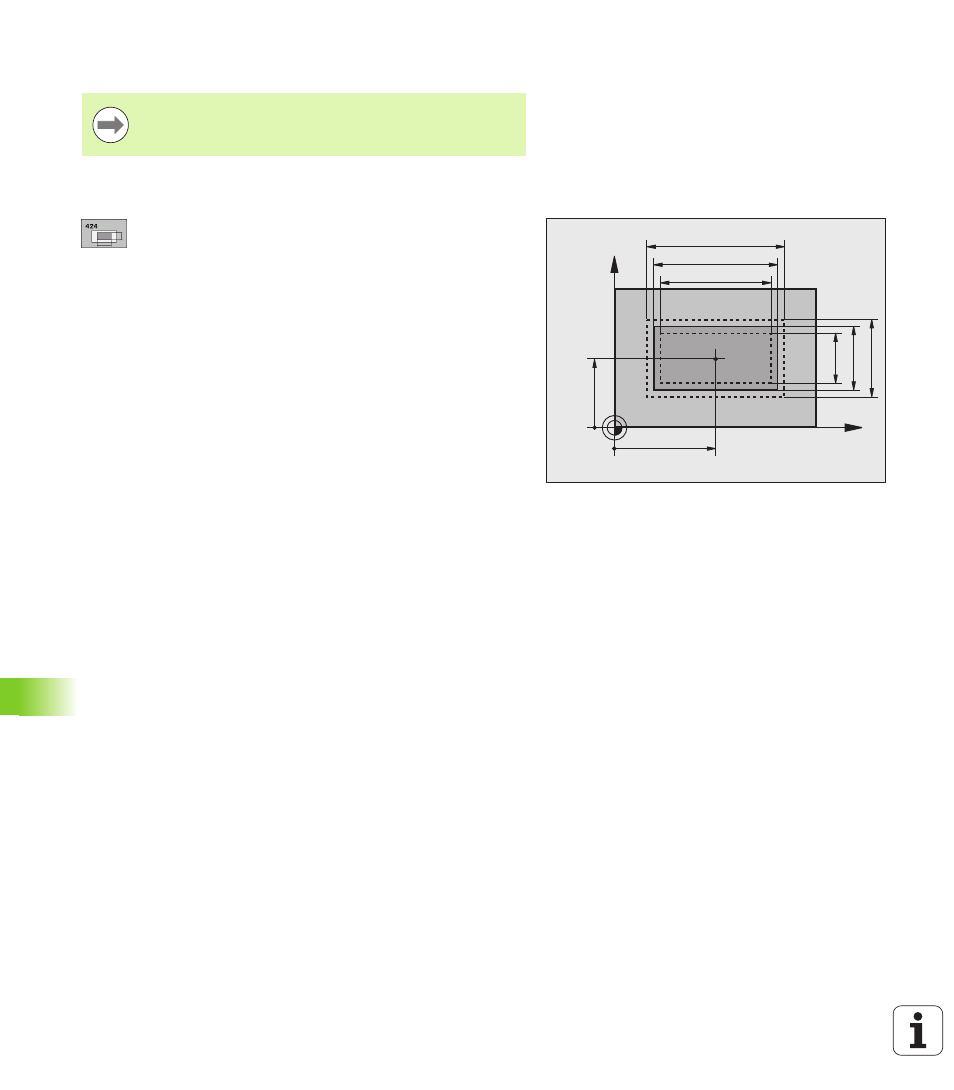
CENTRO 1º ASSE
Q273 (in valore assoluto): centro
dell'isola nell'asse principale nel piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
U
CENTRO 2º ASSE
Q274 (in valore assoluto): centro
dell'isola nell'asse secondario nel piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
U
LUNGHEZZA 1º LATO
Q282: lunghezza dell'isola parallela
all'asse principale del piano di lavoro. Campo di
immissione da 0 a 99999,9999
U
LUNGHEZZA 2º LATO
Q283: lunghezza dell'isola parallela
all'asse secondario del piano di lavoro. Campo di
immissione da 0 a 99999,9999
U
MIS. ALTEZZA SU ASSE TASTATORE
Q261 (in valore
assoluto): coordinata del centro della sfera (= punto di
contatto) nell'asse del tastatore, sul quale deve
essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284