Per la programmazione, Parametri ciclo, Per la programmazione parametri ciclo – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Manuale d'uso
Pagina 423
HEIDENHAIN iTNC 530
423
16.12 MISURAZIONE CER
C
HIO DI
FORI (ciclo
430, DIN/ISO: G430)
Per la programmazione
Parametri ciclo
U
CENTRO 1º ASSE
Q273 (in valore assoluto): centro
del cerchio di fori (valore nominale) nell'asse
principale del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
U
CENTRO 2º ASSE
Q274 (in valore assoluto): centro del
cerchio di fori (valore nominale) nell'asse
secondario del piano di lavoro. Campo di
immissione da -99999,9999 a 99999,9999
U
DIAMETRO NOMINALE
Q262: inserire il diametro del
cerchio di fori. Campo di immissione da 0 a
99999,9999
U
ANGOLO 1ª FORATURA
Q291 (in valore assoluto): angolo
in coordinate polari del centro del primo foro nel piano
di lavoro. Campo di immissione da -360,0000 a
360,0000
U
ANGOLO 2ª FORATURA
Q292 (in valore assoluto): angolo
in coordinate polari del centro del secondo foro nel
piano di lavoro. Campo di immissione da -360,0000 a
360,0000
U
ANGOLO 3ª FORATURA
Q293 (in valore assoluto): angolo
in coordinate polari del centro del terzo foro nel piano
di lavoro. Campo di immissione da -360,0000 a
360,0000
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Il ciclo 430 comporta soltanto il controllo della rottura, ma
non la correzione automatica dell'utensile.
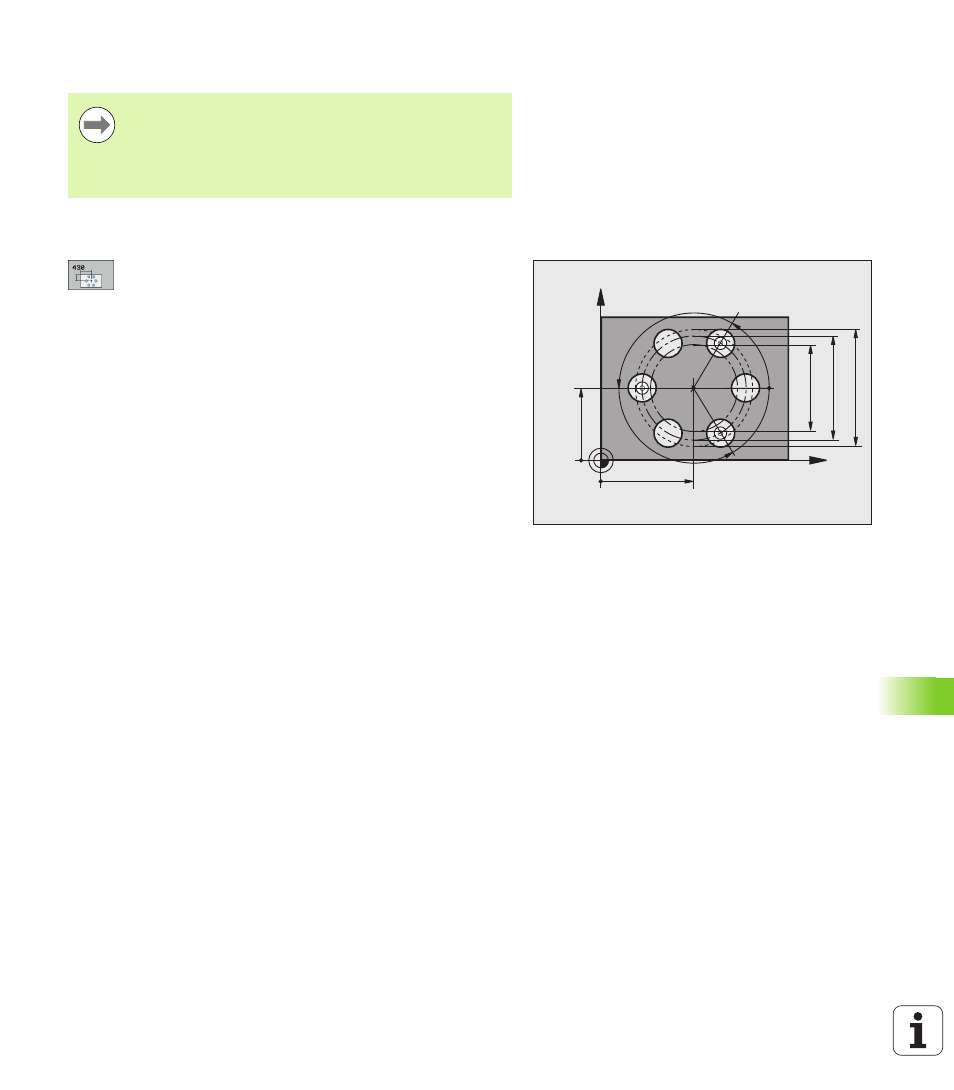
X
Y
Q291
Q293
Q292
Q274
±Q280
Q273
±Q279
Q289
Q262
Q288