Ripresa punti di riferimento, 2 a ccensione e spegniment o – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 76
76
Modalità operativa Macchina
3.2 A
ccensione e spegniment
o
Ripresa punti di riferimento
In funzione del tipo di sistema di misura impiegato viene segnalata la
necessità di riprendere i punti di riferimento.
Encoder EnDat: la ripresa punti di riferimento non è necessaria.
Encoder a distanza codificata: la posizione degli assi viene
determinata dopo una breve ripresa dei punti di riferimento.
Encoder standard: gli assi si portano su punti fissi noti. Al
raggiungimento del punto di riferimento il controllo riceve un
segnale. Siccome il sistema conosce la distanza dall'origine
macchina, è così nota anche la posizione dell'asse.
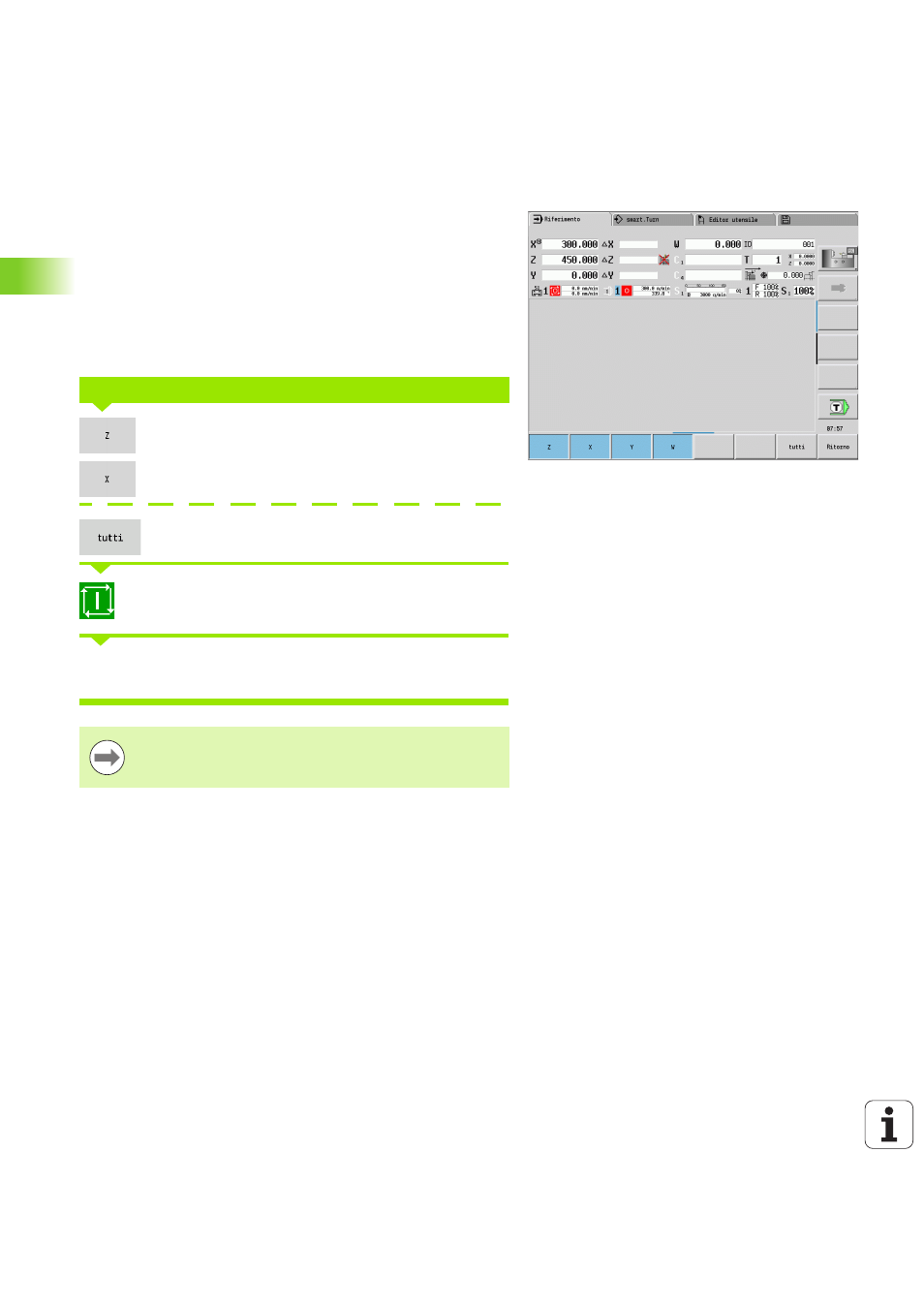
Premere il softkey Rif. Z
Premere il softkey Rif. X
oppure premere il softkey Tutti
Premere Start ciclo
; i punti di riferimento vengono
raggiunti.
Il CNC PILOT attiva la visualizzazione posizione e commuta su Menu
principale
.
RIPRESA PUNTI DI RIFERIMENTO
Se si superano singolarmente i riferimenti degli assi X e Z,
il movimento viene eseguito esclusivamente in direzione X
o Z.