4 cicli di aspor tazione tr ucioli – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 211
HEIDENHAIN CNC PILOT 640
211
4.4 Cicli di aspor
tazione tr
ucioli
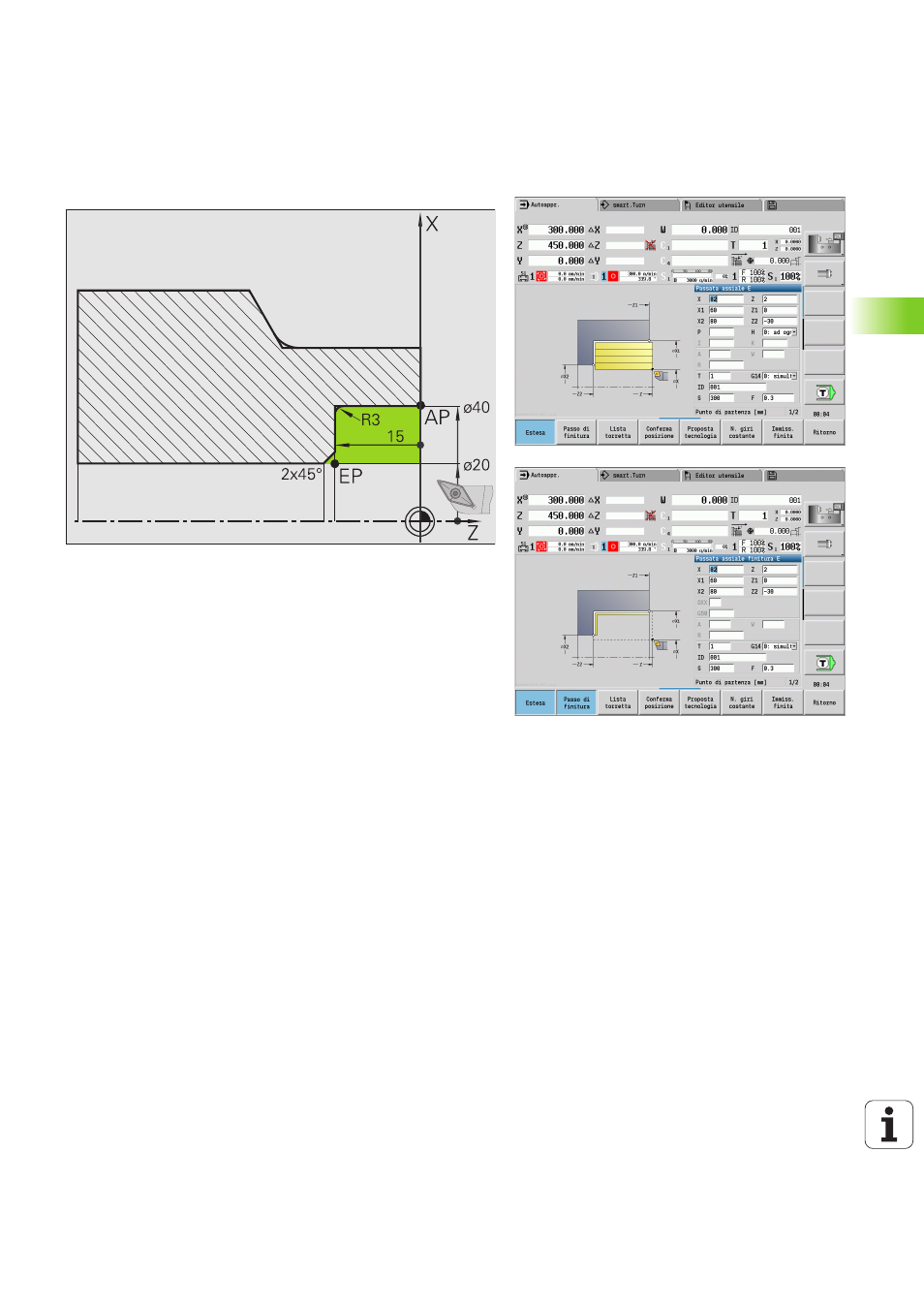
Sgrossatura e finitura di un profilo interno
L'area contrassegnata da AP (Punto iniziale profilo) a EP (Punto finale
profilo) viene sgrossata con il ciclo Passata assiale – Estesa tenendo
conto dei sovrametalli. Nel passo successivo tale parte del profilo
viene rifinita con Passata assiale – Estesa.
Il "ciclo esteso" esegue sia il raccordo sia lo smusso a fine profilo.
I parametri Punto iniziale profilo X1, Z1 e Punto finale profilo
X2, Z2
sono determinanti per la direzione di passata e di
accostamento, in questo esempio per la lavorazione interna e
l'incremento "in direzione +X".
dati utensile
Utensile per tornire (per lavorazione interna)
TO = 7 – Orientamento utensile
A = 93° – Angolo di inclinazione
B = 55° – Angolo dell'inserto