Foratura assiale, 7 cicli di f o rat u ra – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 302
302
Modo Teach-in
4.7 Cicli di f
o
rat
u
ra
Foratura assiale
Selezionare Foratura
Selezionare Foratura assiale
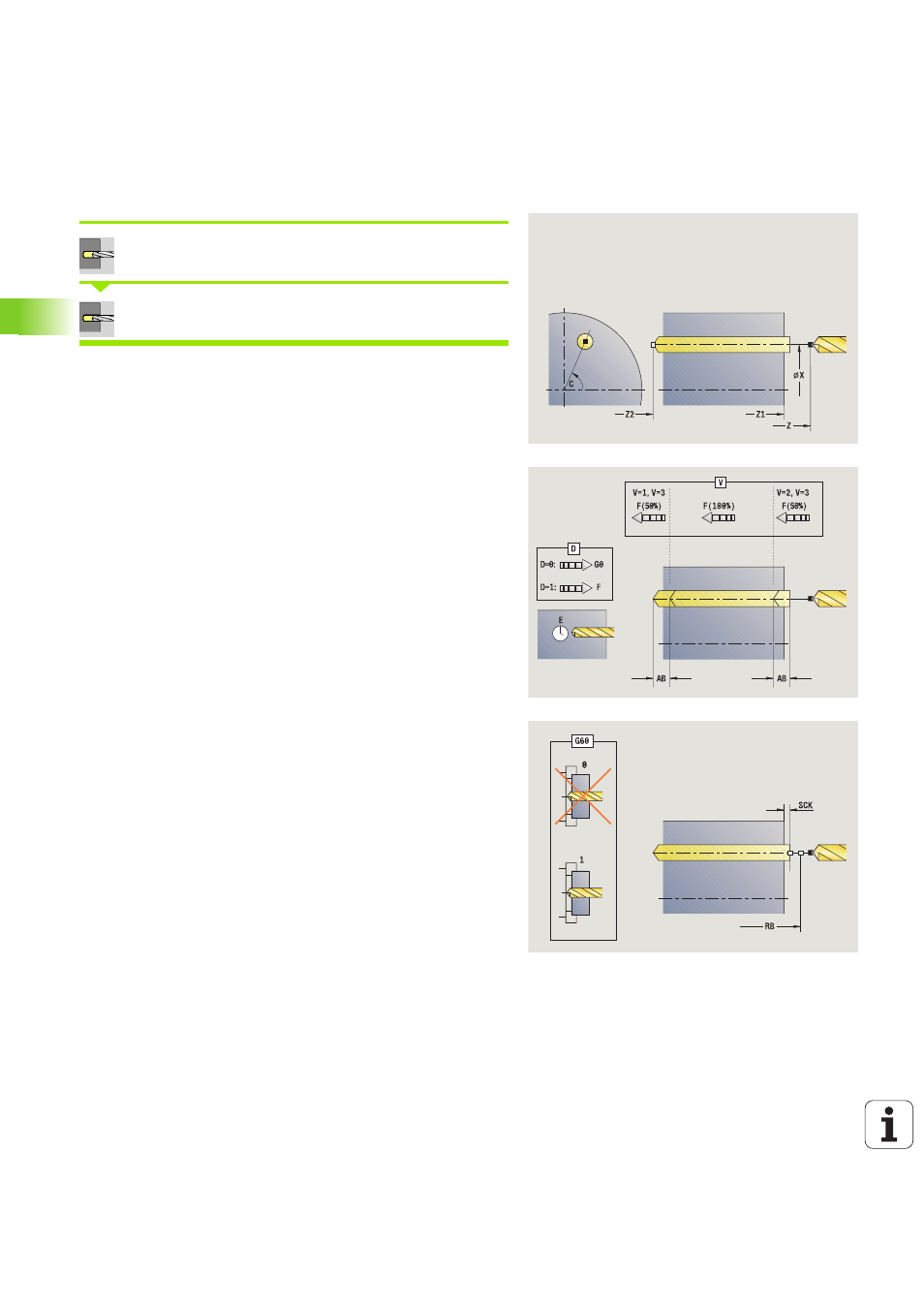
Il ciclo esegue un foro sulla superficie frontale.
Parametri ciclo
X, Z
Punto di partenza
C
Angolo mandrino (posizione asse C)
Z1
Punto di partenza foro (default: foro da "Z")
Z2
Punto finale foro
E
Tempo di sosta per rottura truciolo a fine foro
(default: 0)
D
Svincolo
0: rapido
1: avanzamento
AB
Lunghezza di foratura (default: 0)
V
Varianti di foratura (default: 0)
0: senza riduzione di avanzamento
1: riduzione avanzamento a fine foro
2: riduzione avanzamento a inizio foro
3: riduzione avanzamento a inizio e fine foro
SCK
Distanza di sicurezza (vedere pagina 142)
G60
Disattivazione zona di sicurezza per l'operazione di foratura
0: attivo
1: inattivo
G14
Punto cambio utensile (vedere pagina 142)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
BP
Durata pausa: intervallo di tempo per l'interruzione del
movimento di avanzamento. Con l'avanzamento interrotto
(intermittente) il truciolo viene rotto.
BF
Durata avanzamento: intervallo di tempo alla successiva
pausa. Con l'avanzamento interrotto (intermittente) il
truciolo viene rotto.
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.
MFE
M alla fine: funzione M che viene eseguita alla fine della
fase di lavorazione.