4 cicli di asportazione trucioli – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 160
160
Modo Teach-in
4.4 Cicli di aspor
tazione tr
ucioli
4.4
Cicli di asportazione trucioli
Direzioni di passata e di accostamento per cicli di asportazione
trucioli
Il CNC PILOT determina la direzione di passata e accostamento sulla
base dei parametri ciclo.
Ciclo base:
sono determinanti i parametri Punto di partenza X, Z
(Funzionamento manuale: "Pos. utensile attuale") e Inizio profilo X1/
Fine profilo Z2.
Ciclo esteso:
sono determinanti i parametri Punto iniziale profilo X1,
Z1 e Punto finale profilo X2, Z2.
Cicli ICP:
sono determinanti i parametri Punto di partenza X, Z
(Funzionamento manuale: "Pos. utensile attuale") e Punto di
partenza profilo ICP.
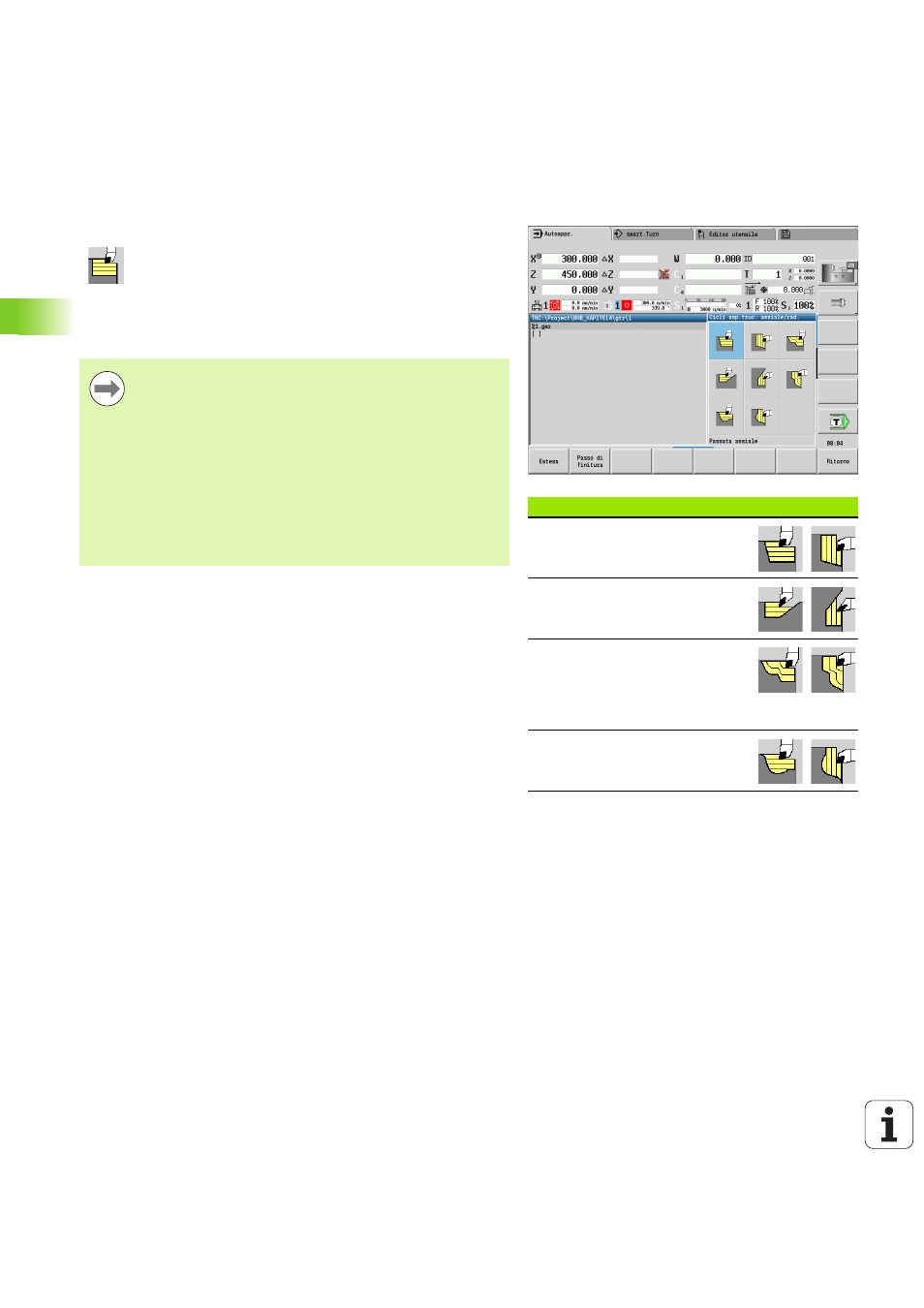
Cicli di asportazione trucioli
Icona
Passata assiale/radiale
Ciclo di sgrossatura e finitura per
profili semplici
Entrata assiale/radiale
Ciclo di sgrossatura e finitura per
profili semplici
ICP parallelo al profilo assiale/
radiale
Ciclo di sgrossatura e finitura per
profili qualsiasi (passate parallele al
pezzo finito)
Passata ICP assiale/radiale
Ciclo di sgrossatura e finitura per
profili qualsiasi
I cicli di asportazione trucioli sgrossano e rifiniscono profili
semplici con ciclo base e profili complessi con ciclo
esteso
.
I cicli ICP lavorano i profili descritti con ICP, vedere "Profili
Configurazione di taglio
: il CNC PILOT calcola un
incremento che è <=Profondità di incremento P. Si
evita una "passata di rettifica".
Sovrametallo:
viene considerato nel "ciclo esteso".
La compensazione del raggio del tagliente
viene
eseguita.
Distanza di sicurezza
dopo una passata:
Ciclo base: 1 mm
Ciclo esteso: viene impostato separatamente per
lavorazione interna ed esterna (vedere "Elenco dei