4 cicli di aspor tazione tr ucioli – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 194
194
Modo Teach-in
4.4 Cicli di aspor
tazione tr
ucioli
Tipo di lavorazione per accesso al database tecnologico: Sgrossatura
G14
Punto cambio utensile (vedere pagina 142)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
BP
Durata pausa: intervallo di tempo per l'interruzione del
movimento di avanzamento. Con l'avanzamento interrotto
(intermittente) il truciolo viene rotto.
BF
Durata avanzamento: intervallo di tempo alla successiva
pausa. Con l'avanzamento interrotto (intermittente) il
truciolo viene rotto.
A
Angolo di avvicinamento (riferimento: asse Z) –
(default: parallelo all'asse Z)
W
Angolo di allontanamento (riferimento: asse Z) – (default:
ortogonale all'asse Z)
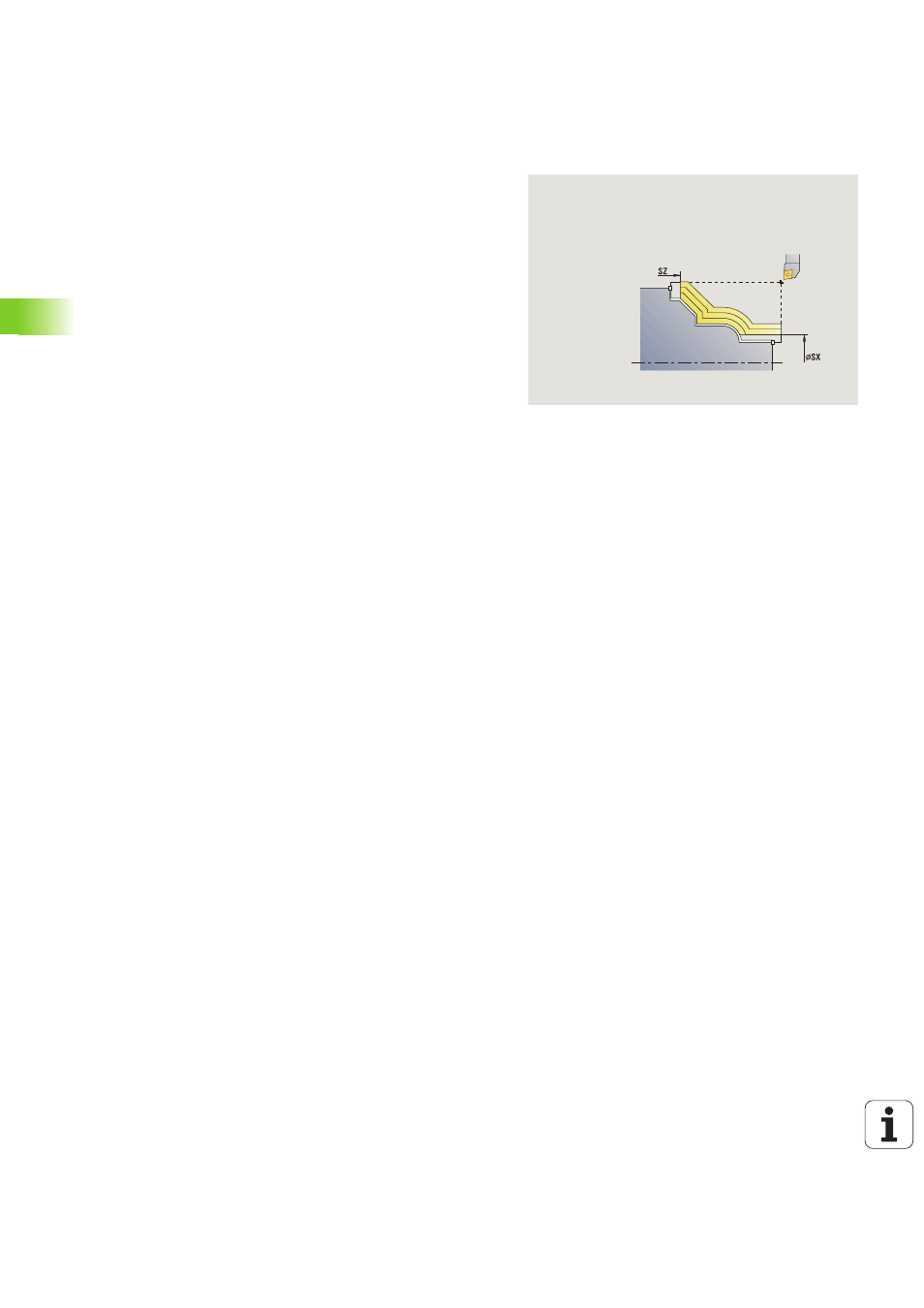
XA, ZA
Punto iniziale pezzo grezzo (attivo solo se non è
programmato alcun pezzo grezzo):
XA, ZA non programmato: il profilo del pezzo grezzo
viene definito dalla posizione dell'utensile e dal profilo
ICP.
XA, ZA programmato: definizione dello spigolo del
profilo pezzo grezzo.
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.
MFE
M alla fine: funzione M che viene eseguita alla fine della
fase di lavorazione.
WP
Visualizzazione del mandrino del pezzo con cui viene
eseguito il ciclo (a seconda della macchina)
Azionamento principale
Contromandrino per lavorazione superficie posteriore