Maschiatura assiale, 7 cicli di f o rat u ra – HEIDENHAIN SW 68894x-03 Manuale d'uso
Pagina 311
HEIDENHAIN CNC PILOT 640
311
4.7 Cicli di f
o
rat
u
ra
Maschiatura assiale
Selezionare Foratura
Selezionare Maschiatura assiale
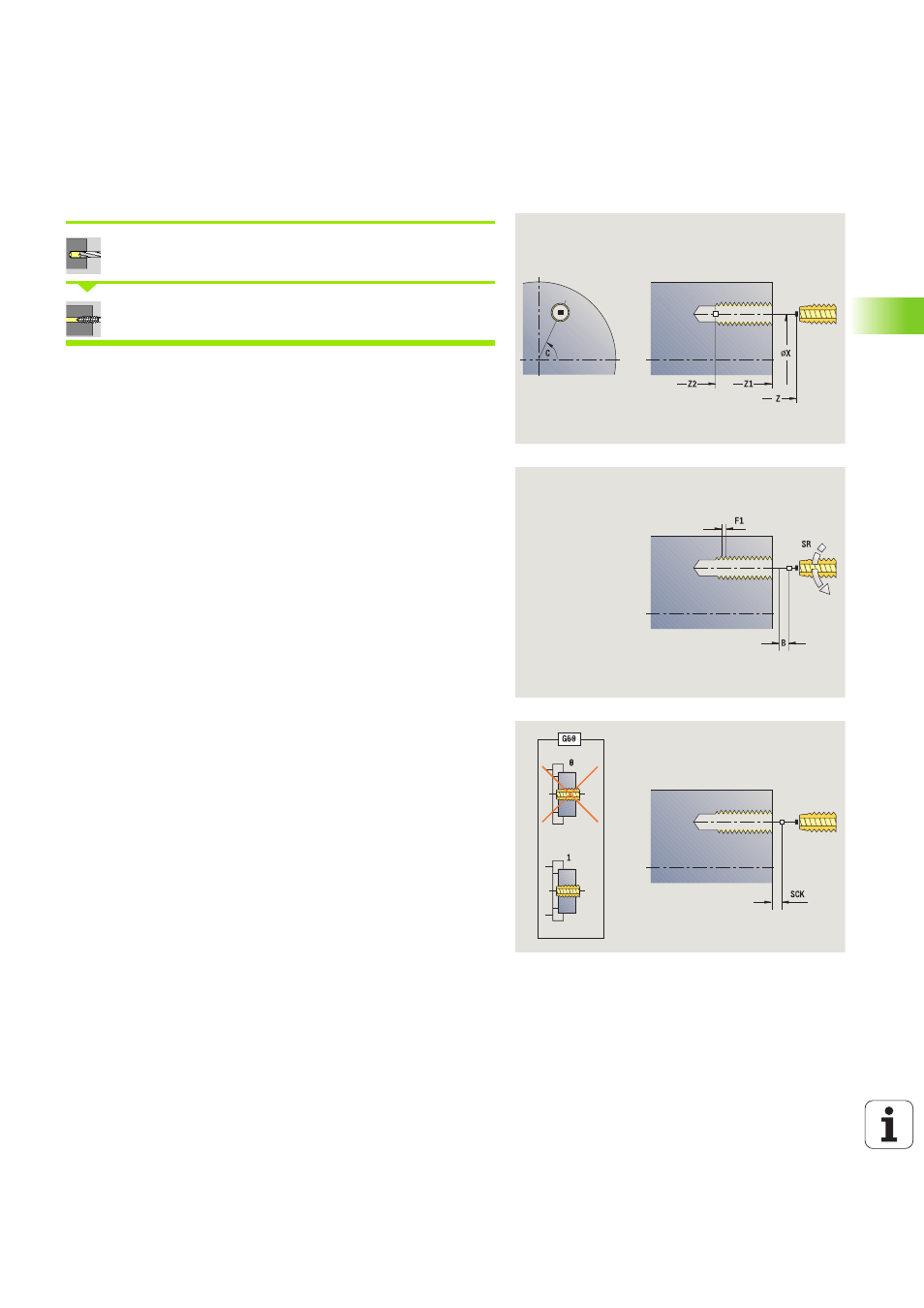
Il ciclo esegue una maschiatura sulla superficie frontale.
Significato della Lunghezza di estrazione: utilizzare questo parametro
per pinze di serraggio con compensazione lineare. Il ciclo calcola un
nuovo passo nominale sulla base della profondità di filettatura, del
passo programmato e della lunghezza di estrazione. Il passo nominale
è leggermente inferiore al passo del maschio. Alla realizzazione del
filetto, la punta viene estratta dal mandrino autocentrante della
lunghezza di estrazione. Con questa procedura si assicurano migliori
durate dei maschi.
Parametri ciclo
X, Z
Punto di partenza
C
Angolo mandrino (posizione asse C) – (default: angolo
mandrino attuale)
Z1
Punto di partenza foro (default: foro da "Z")
Z2
Punto finale foro
F1
Passo filetto (= avanzamento) (default: avanzamento da
descrizione utensile)
B
Lunghezza di avvio per raggiungere la velocità
programmata e l'avanzamento (default: 2 * passo filetto
F1)
SR
Velocità di ritorno per ritorno rapido (default: stessa
velocità della maschiatura)
L
Lunghezza di estrazione per impiego di pinze di serraggio
con compensazione lineare (default: 0)
SCK
Distanza di sicurezza (vedere pagina 142)
G60
Disattivazione zona di sicurezza per l'operazione di foratura
0: attivo
1: inattivo
G14
Punto cambio utensile (vedere pagina 142)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
SP
Profondità rottura truciolo
SI
Distanza di arretramento
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.