Lavorazione dati 3d (ciclo 30), Pag. 446, 8 cicli di spianat u ra – HEIDENHAIN iTNC 530 (340 49x-02) Manuale d'uso
Pagina 446
446
8 Programmazione: Cicli
8.8 Cicli di spianat
u
ra
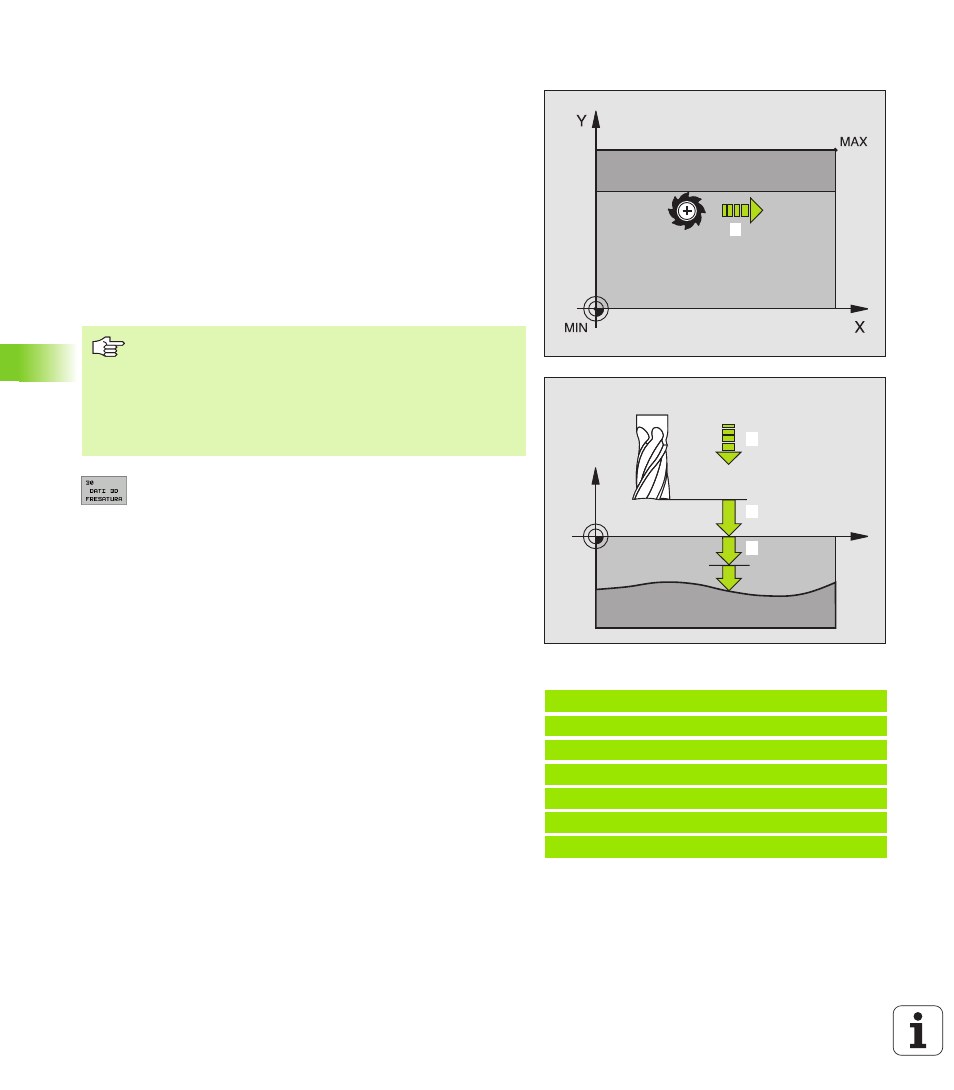
LAVORAZIONE DATI 3D (Ciclo 30)
1
Il TNC porta l'utensile in rapido FMAX dalla posizione attuale
nell'asse del mandrino alla DISTANZA DI SICUREZZA sopra il
punto MAX programmato nel ciclo
2
Successivamente il TNC porta l'utensile in rapido FMAX nel piano
di lavoro sul punto MIN programmato nel ciclo
3
Da lì l'utensile viene portato con AVANZAMENTO DI
PROFONDITA' sul primo punto del profilo
4
Successivamente vengono lavorati, con AVANZAMENTO DI
FRESATURA, tutti i punti memorizzati nel file dati digitalizzati; ove
necessario il TNC si porta temporaneamente alla DISTANZA DI
SICUREZZA, per saltare eventuali zone da non lavorare
5
Alla fine il TNC riporta l'utensile in rapido FMAX alla DISTANZA DI
SICUREZZA
8
Nome file dati 3D
: introdurre il nome del file nel quale
sono memorizzati i dati; se il file non si trova nella
directory attuale, introdurre il percorso completo.
8
PUNTO MIN CAMPO
: punto minimo (coordinate X, Y e Z)
del campo nel quale si deve fresare
8
PUNTO MAX CAMPO
: punto massimo (coordinate X, Y e Z)
del campo nel quale si deve fresare
8
DISTANZA DI SICUREZZA
1
(in valore incrementale):
(incrementale): distanza tra la punta dell’utensile e la
superficie del pezzo nei movimenti in rapido
8
PROFONDITA' DI ACCOSTAMENTO
2
(in valore
incrementale): quota dei singoli accostamenti
dell'utensile
8
AVANZAMENTO IN PROFONDITA'
3
: velocità dell'utensile
nella penetrazione in mm/min
8
AVANZAMENTO FRESATURA
4
: velocità di spostamento
dell'utensile durante la fresatura in mm/min
8
Funzione ausiliaria M: introduzione opzionale di una
funzione ausiliaria, p. es. M13
Esempio: Blocchi NC
64 CYCL DEF 30.0 LAVORAZIONE DATI 3D
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z-20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30,4 DIST 2
69 CYCL DEF 30.5 ACCOST +5 F100
70 CYCL DEF 30.6 F350 M8
4
X
Z
1
2
3
Da osservare prima della programmazione
Con il ciclo 30 si possono lavorare programmi con dialogo
in chiaro e file dati PNT.
Eseguendo file dati PNT senza coordinata dell'asse del
mandrino, la profondità di fresatura risulta dal punto MIN
programmato per l'asse del mandrino.