5 f unzioni ausiliar ie per assi di r o tazione – HEIDENHAIN iTNC 530 (340 49x-02) Manuale d'uso
Pagina 285
HEIDENHAIN iTNC 530
285
7.
5 F
unzioni ausiliar
ie per assi di r
o
tazione
Correzione automatica della geometria della
macchina nel lavoro con assi di rotazione: M114
(opzione software 2)
Comportamento standard
Il TNC porta l'utensile sulle posizioni definite nel programma di
lavorazione. Se nel programma varia la posizione di un asse di
rotazione, il postprocessore deve calcolare il conseguente offset degli
assi lineari e spostarlo in un blocco di posizionamento. Poiché in
questo contesto anche la geometria della macchina ha una certa
importanza, il programma NC deve essere definito separatamente per
ogni macchina.
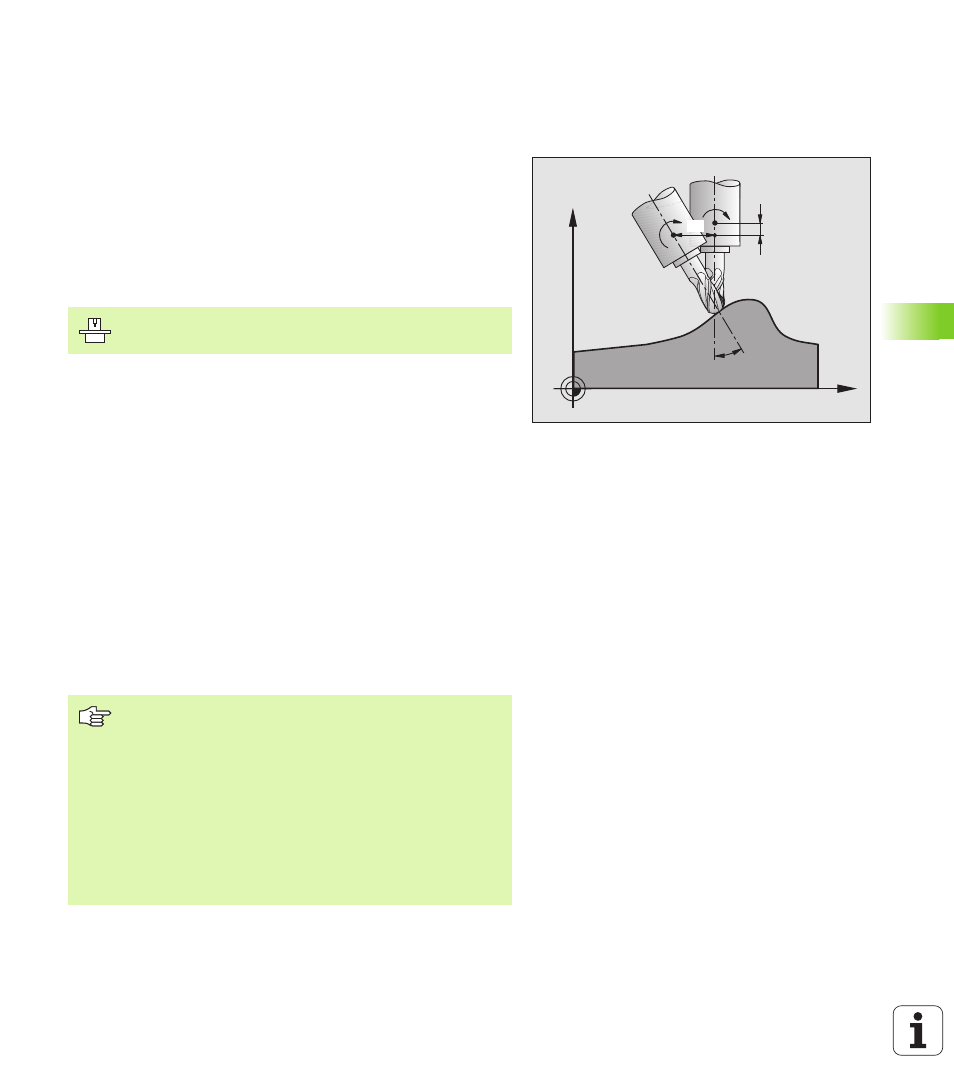
Comportamento con M114
Se nel programma varia la posizione di un asse di rotazione comandato
da programma, il TNC compensa automaticamente l'offset
dell'utensile con una correzione 3D della lunghezza. Poiché la
geometria della macchina è memorizzata nei parametri macchina, il
TNC compensa automaticamente anche gli offset specifici di
macchina. Il postprocessore deve calcolare i programmi una sola volta,
anche se questi vengono eseguiti su diverse macchine con Controllo
TNC.
Se la macchina non è dotata di assi di rotazione controllati (rotazione
manuale della testa, posizionamento della testa da parte del PLC), si
può impostare dopo M114 la posizione valida della testa di rotazione
(per es. M114 B+45, parametri Q ammessi).
La correzione del raggio dell'utensile deve essere tenuta in conto dal
sistema CAD o dal postprocessore. Programmando una correzione del
raggio RL/RR il TNC visualizza il messaggio d'errore.
Quando il TNC esegue una correzione della lunghezza dell'utensile,
l'avanzamento programmato si riferisce alla punta dell'utensile,
altrimenti all'origine dello stesso.
La geometria della macchina deve essere definita dal
Costruttore in tabelle di cinematica.
Se la macchina è dotata di una testa orientabile comandata
si può interrompere l'esecuzione del programma e
modificare la posizione dell'asse orientabile (p. es. con il
volantino).
Con la funzione RIPOSIZ. A BLOCCO N si può riprendere
il programma di lavorazione nel punto di interruzione. Con
M114 attiva il TNC terrà conto automaticamente della
nuova posizione dell'asse orientabile.
Per modificare con il volantino la posizione dell'asse
orientabile durante l'esecuzione del programma, utilizzare
la funzione M118 assieme alla M128.
X
Z
dB
dz
dx
B
B