Generalità, Pag. 235, Vedere "generalità", pag. 235) – HEIDENHAIN iTNC 530 (340 49x-02) Manuale d'uso
Pagina 235
HEIDENHAIN iTNC 530
235
6.6 T
raiet
to
ri
e - Pr
ogr
ammazione liber
a dei pr
ofili FK
6.6 Traiettorie - Programmazione
libera dei profili FK
Generalità
I disegni dei pezzi non a norma NC contengono spesso dati di
coordinate che non possono essere inseriti con i tasti di funzione grigi.
Può verificarsi, p. es. che:
le coordinate note si trovino sull'elemento del profilo o nelle sue
vicinanze,
i dati delle coordinate si riferiscano ad un altro elemento di profilo
oppure
siano note le indicazioni di direzione e quelle relative all'andamento
del profilo.
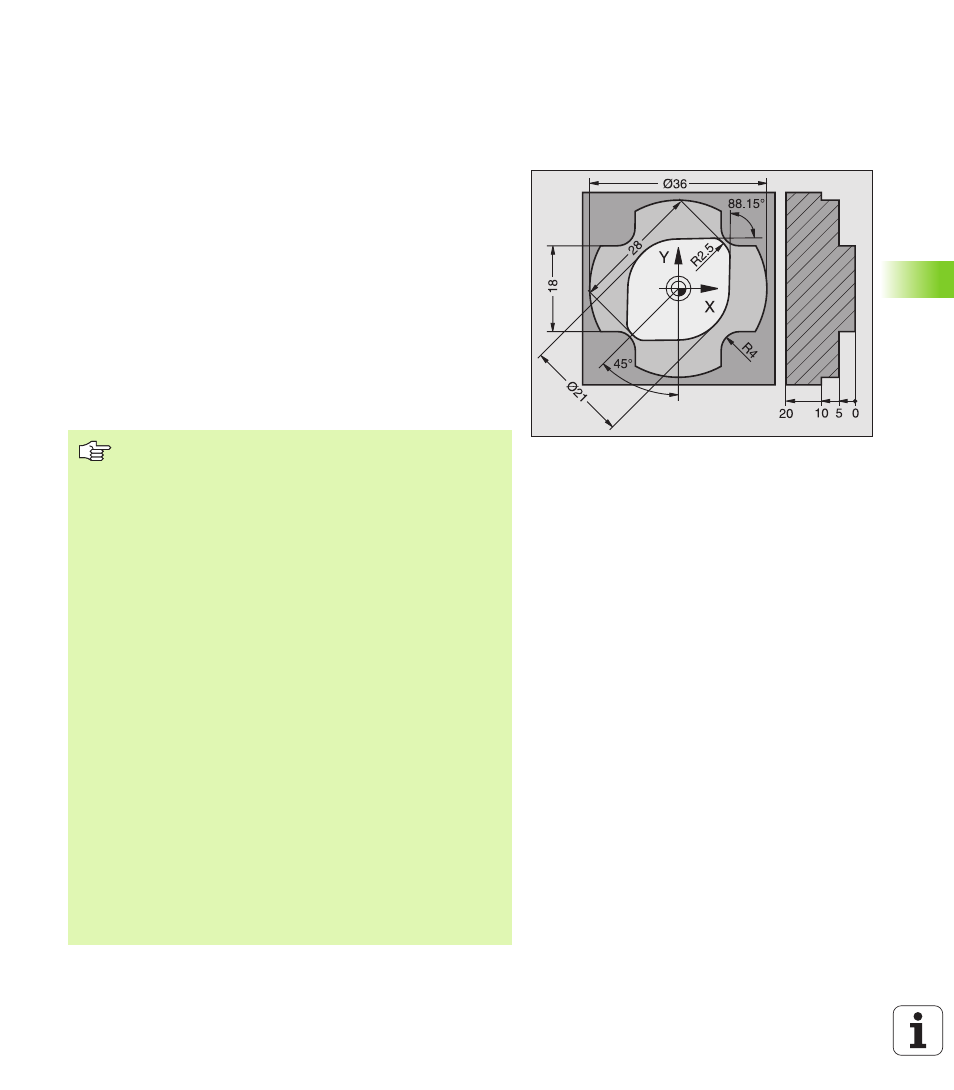
Tali dati si programmano direttamente sul TNC con la funzione
"Programmazione libera dei profili FK". Il TNC calcolerà il profilo dai dati
di coordinate noti e supporta il dialogo di programmazione con la
grafica FK interattiva. La figura in alto a destra illustra delle quote
inseribili nel modo più semplice tramite la programmazione FK.
Per la programmazione FK occorre tenere presente
quanto segue:
Nella programmazione libera dei profili i singoli elementi di
profilo possono essere programmati solo nel piano di
lavoro. Il piano di lavoro deve essere definito nel primo
blocco BLK FORM del programma di lavorazione.
Inserire per ogni elemento di profilo tutti i dati disponibili.
Anche i dati che non variano devono essere riprogrammati
in ogni blocco: dati non programmati vengono considerati
non noti!
I parametri Q sono ammessi per tutti gli elementi FK, salvo
per quelli con riferimenti relativi (p. es. RX o RAN), quindi
per gli elementi che si riferiscono ad altri blocchi NC.
Mescolando in un programma dati convenzionali e dati di
programmazione FK, ogni sezione FK dovrà essere definita
in modo univoco.
Il TNC necessita di un punto fisso quale base per i calcoli.
Programmare direttamente prima della sezione FK, con i
tasti funzione grigi, una posizione che contiene entrambe
le coordinate del piano di lavoro. Non programmare
parametri Q in questo blocco.
Se il primo blocco della sezione FK fosse un blocco FCT o
FLT, occorre programmare prima con i tasti funzione grigi
almeno due blocchi NC per la definizione univoca della
direzione di avvicinamento.
Una sezione FK non può iniziare direttamente dopo un
label LBL.