Parametri ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 77
HEIDENHAIN TNC 620
77
3.7 CONTR
O
FORA
TURA INVER
TIT
A
(ciclo 204, DIN/ISO: G204, opzione
sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
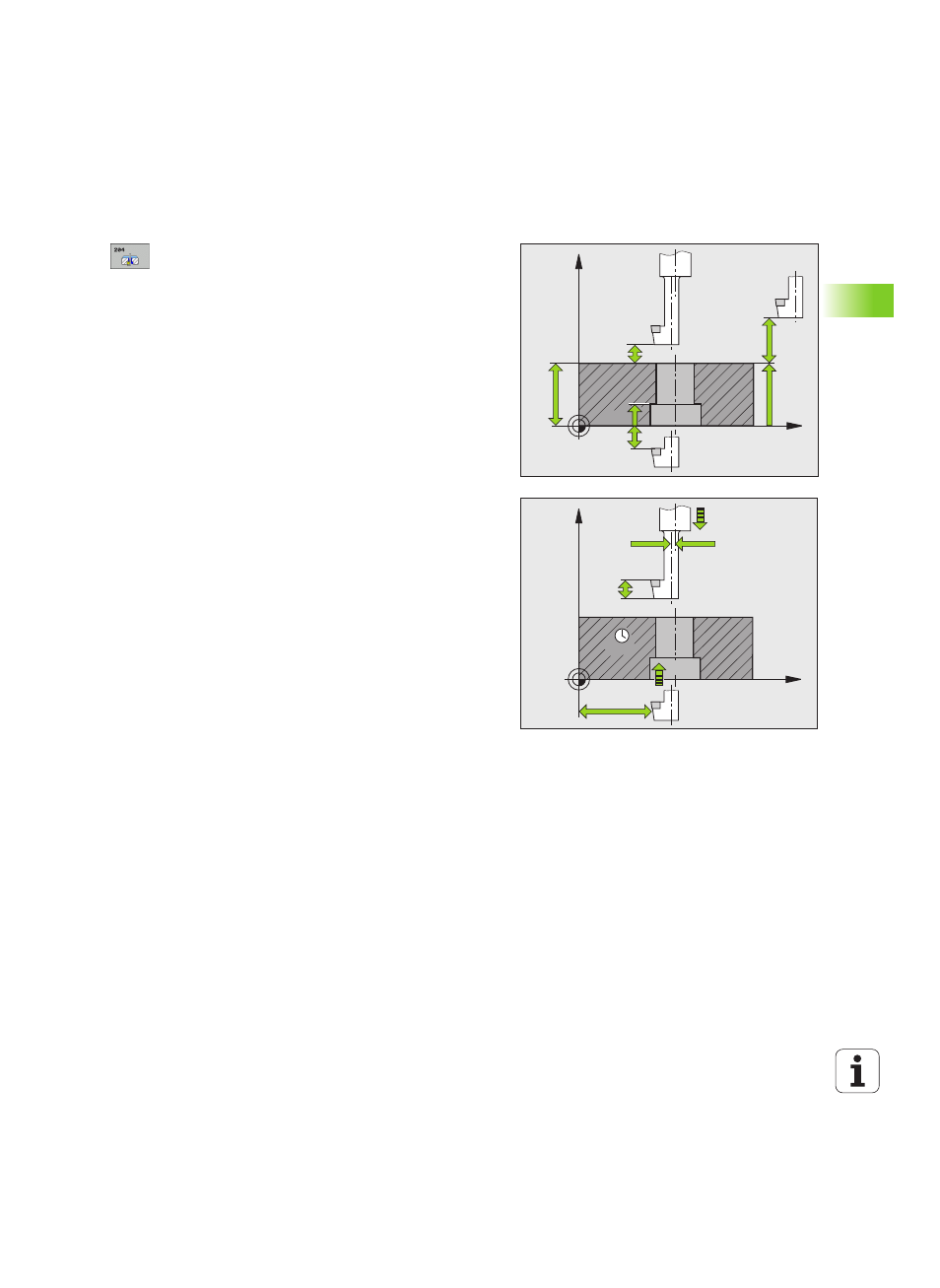
Parametri ciclo
U
DISTANZA DI SICUREZZA Q200 (in valore
incrementale): distanza tra la punta dell'utensile e la
superficie del pezzo. Campo di immissione da 0 a
99999,9999
U
PROFONDITÀ LAVORAZIONE Q249 (in valore
incrementale): distanza tra il piano inferiore del pezzo
e il fondo dell'allargamento. Con il segno positivo
l'allargamento viene eseguito nella direzione positiva
dell'asse del mandrino. Campo di immissione da
-99999,9999 a 99999,9999
U
SPESSORE MATERIALE Q250 (in valore
incrementale): spessore del pezzo. Campo di
immissione da 0,0001 a 99999,9999
U
ECCENTRICITÀ Q251 (in valore incrementale):
eccentricità dell'utensile alesatore; da rilevare dalla
scheda tecnica dell'utensile. Campo di immissione da
0,0001 a 99999,9999
U
ALTEZZA TAGLIENTE Q252 (in valore incrementale):
distanza tra lo spigolo inferiore dell'utensile alesatore
e il tagliente principale; da rilevare dalla scheda
tecnica dell'utensile. Campo di immissione da 0,0001
a 99999,9999
U
AVANZAMENTO DI AVVICINAMENTO Q253:
velocità di spostamento dell'utensile durante la
penetrazione nel pezzo e l'estrazione dal pezzo in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa FMAX, FAUTO
U
AVANZAMENTO LAVORAZIONE Q254: velocità di
spostamento dell'utensile durante la svasatura in
mm/min. Campo di immissione da 0 a 99999,999, in
alternativa FAUTO, FU
U
TEMPO ATTESA Q255: tempo di sosta in secondi sul
fondo dell'allargamento. Campo di immissione da 0 a
3600,000
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251