4 misurazione angolo (ciclo 420, din/iso: g420), Esecuzione del ciclo, Per la programmazione – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 375
HEIDENHAIN TNC 620
375
16.4 MISURAZIONE ANGOL
O
(ciclo
420, DIN/ISO: G420)
16.4 MISURAZIONE ANGOLO
(ciclo 420, DIN/ISO: G420)
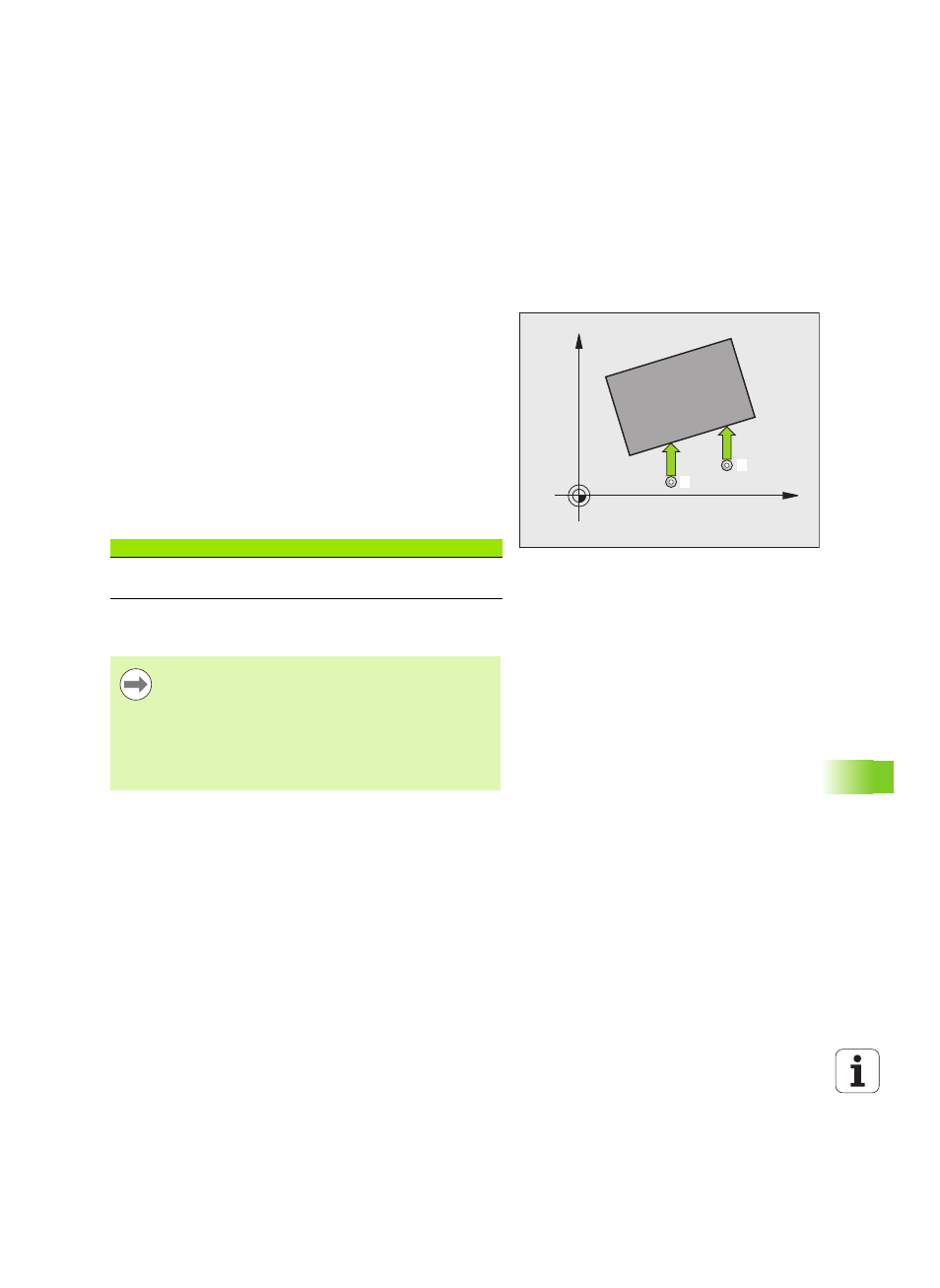
Esecuzione del ciclo
Il ciclo di tastatura 420 rileva l'angolo formato da una qualsiasi retta con
l'asse principale del piano di lavoro.
1
Il TNC posiziona il tastatore in rapido (valore da colonna FMAX) e
con la logica di posizionamento (vedere "Esecuzione dei cicli di
tastatura" a pagina 285) sul punto da tastare programmato
1
.
Contemporaneamente, il TNC sposta il tastatore della distanza di
sicurezza in senso opposto alla direzione di spostamento definita
2
Successivamente il tastatore si porta all'altezza di misura
programmata ed effettua la prima tastatura con l'avanzamento di
tastatura (colonna F)
3
Quindi il tastatore si porta sul successivo punto da tastare
2
ed
esegue la seconda tastatura
4
Quindi il TNC riposiziona il tastatore all'altezza di sicurezza e
memorizza l'angolo rilevato nel seguente parametro Q:
Per la programmazione
X
Y
1
2
Numero parametro
Significato
Q150
Angolo misurato riferito all'asse principale
del piano di lavoro
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
Se asse tastatore = asse di misura, selezionare Q263
uguale a Q265, quando deve essere misurato l'angolo in
direzione dell'asse A; selezionare Q263 diverso da Q265,
quando deve essere misurato l'angolo in direzione
dell'asse B.