Parametri ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 307
HEIDENHAIN TNC 620
307
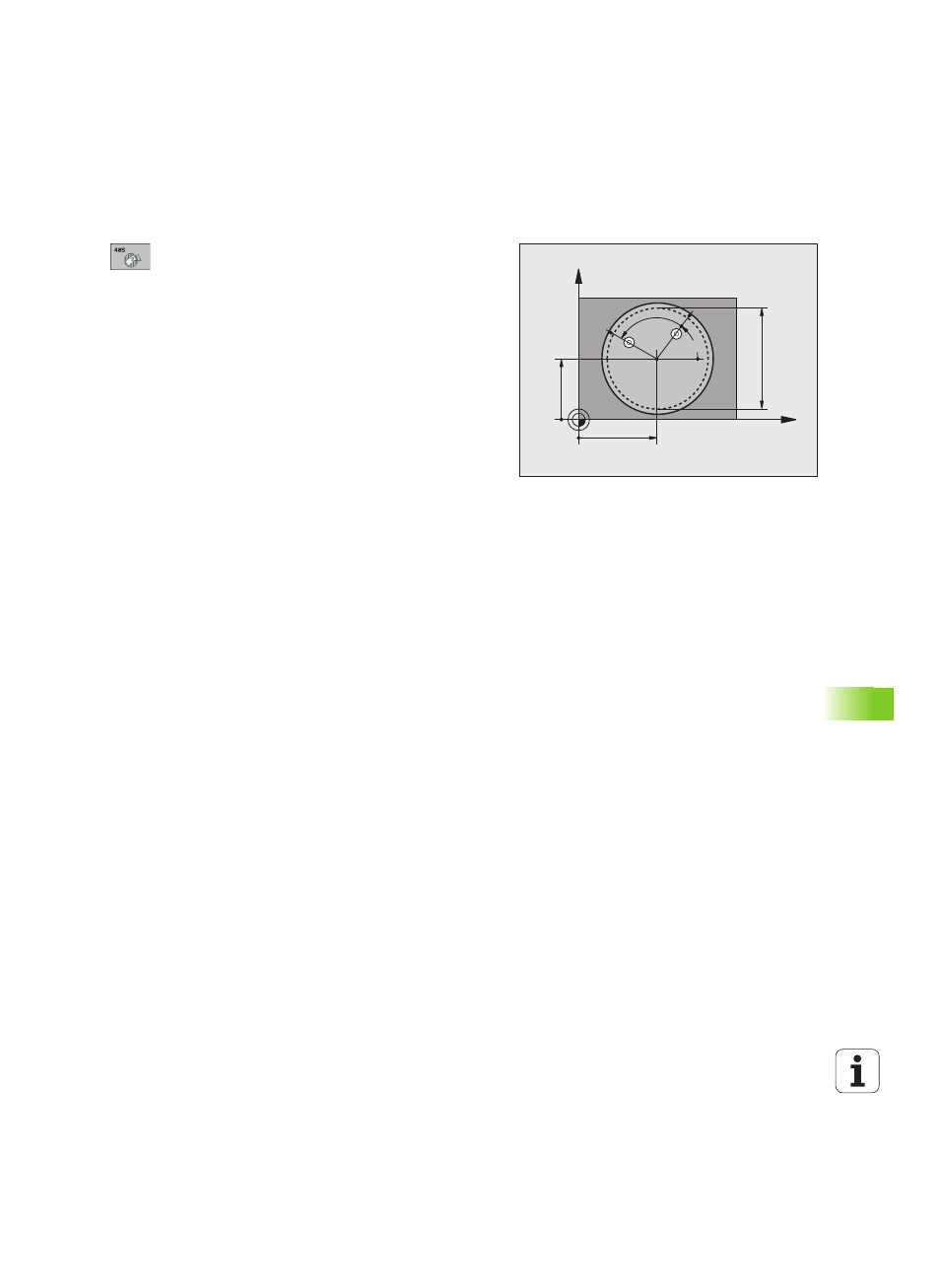
14.7 Allineament
o della posizione inc
linata di un pezz
o tr
amit
e l'asse C
(ciclo
405, DIN/ISO: G405)
Parametri ciclo
U
CENTRO 1º ASSE Q321 (in valore assoluto): centro
del foro nell'asse principale nel piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
U
CENTRO 2º ASSE Q322 (in valore assoluto): centro
del foro nell'asse secondario nel piano di lavoro.
Programmando Q322 = 0 il TNC allinea il centro del
foro sull'asse Y positivo; programmando Q322
diverso da 0, il TNC allinea il centro del foro sulla
posizione nominale (angolo che si ottiene dal centro
del foro). Campo di immissione da -99999,9999 a
99999,9999
U
DIAMETRO NOMINALE Q262: diametro
approssimativo della tasca circolare (del foro).
Introdurre un valore approssimato per difetto. Campo
di immissione da 0 a 99999,9999
U
ANGOLO DI PARTENZA Q325 (in valore assoluto):
angolo tra l'asse principale del piano di lavoro e il
primo punto da tastare. Campo di immissione da
-360,000 a 360,000
U
ANGOLO INCREMENTALE Q247 (in valore
incrementale): angolo tra due punti da misurare;
il segno dell'angolo definisce il senso di rotazione
(- = senso orario), con il quale il tastatore si porta sul
successivo punto da misurare. Per la misurazione di
archi di cerchio, programmare un angolo incrementale
inferiore a 90°. Campo di immissione da -120,000 a
120,000
X
Y
Q322
Q321
Q262
Q325
Q247