Per la programmazione, Parametri ciclo, Per la programmazione parametri ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 324
324
Cicli di tastatura: rilevamento automatico delle origini
15.4 ORIGINE SU RET
T
ANGOL
O INTER
NO (ciclo 41
0, DIN/ISO: G41
0
)
Per la programmazione
Parametri ciclo
U
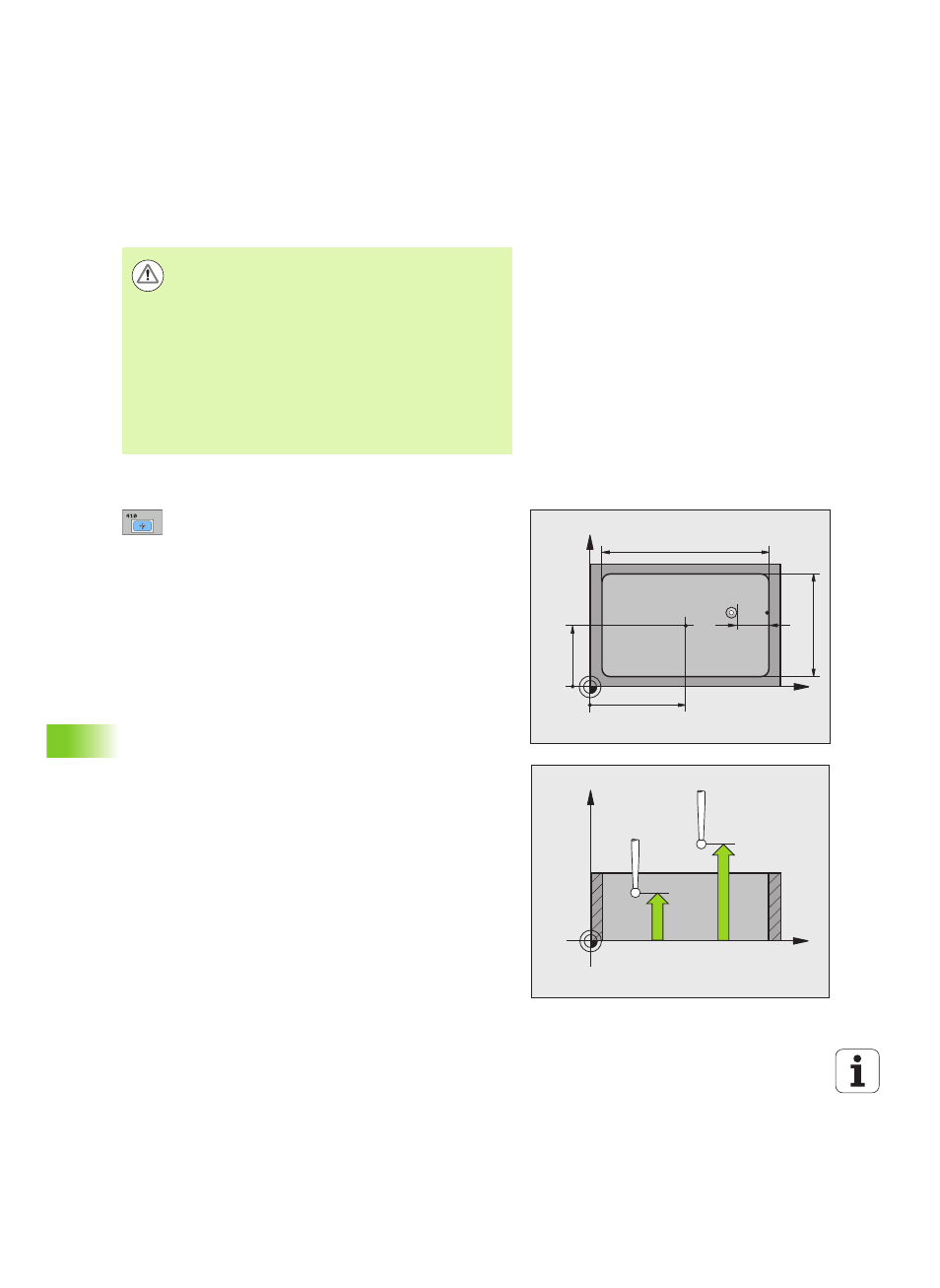
CENTRO 1º ASSE Q321 (in valore assoluto): centro
della tasca nell'asse principale del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
U
CENTRO 2º ASSE Q322 (in valore assoluto): centro
della tasca nell'asse secondario del piano di lavoro.
Campo di immissione da -99999,9999 a 99999,9999
U
LUNGHEZZA LATO PRIMARIO Q323 (in valore
incrementale): lunghezza della tasca parallela all'asse
principale del piano di lavoro. Campo di immissione da
0 a 99999,9999
U
LUNGHEZZA LATO SECONDARIO Q324 (in valore
incrementale): lunghezza della tasca parallela all'asse
secondario del piano di lavoro. Campo di immissione
da 0 a 99999,9999
U
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in
valore assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore, sul quale
deve essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
U
DISTANZA DI SICUREZZA Q320 (in valore
incrementale): distanza addizionale tra il punto di
misura e la sfera del tastatore. Q320 attivo in aggiunta
a SET_UP (tabella del sistema di tastatura). Campo di
immissione da 0 a 99999,9999
U
ALTEZZA DI SICUREZZA Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
Attenzione Pericolo di collisione!
Per evitare collisioni tra il tastatore e il pezzo inserire per la
lunghezza del 1º e del 2º lato della tasca un valore
approssimato per difetto.
Quando le dimensioni della tasca e la distanza di sicurezza
non consentono il preposizionamento vicino ai punti da
tastare, il TNC parte per la tastatura sempre dal centro
della tasca. In questo caso, il tastatore non si porta
all'altezza di sicurezza tra i quattro punti da misurare.
Prima della definizione del ciclo, deve essere
programmata una chiamata utensile per la definizione
dell'asse del tastatore.
X
Y
Q322
Q321
Q324
Q323
SET_UP
(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260