Esecuzione del ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 231
HEIDENHAIN TNC 620
231
1
0
.3 SUPERFICIE REGOLARE (ciclo
231, DIN/ISO: G231, opzione sof
tw
a
re
A
d
v
a
nced pr
ogr
a
mming f
eat
ur
es)
10.3 SUPERFICIE REGOLARE
(ciclo 231, DIN/ISO: G231,
opzione software Advanced
programming features)
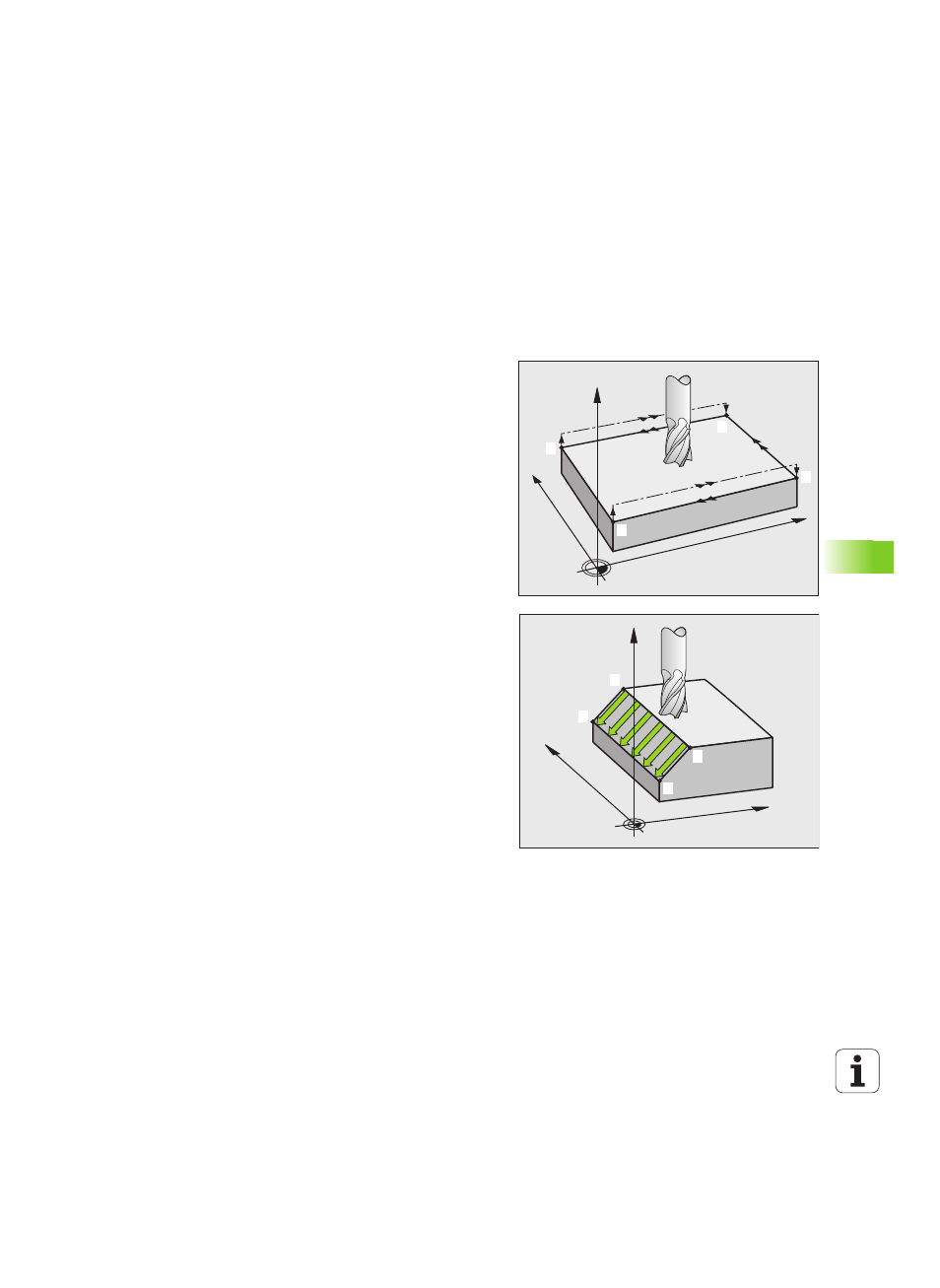
Esecuzione del ciclo
1
Il TNC posiziona l'utensile sul punto di partenza
1
partendo dalla
posizione attuale con un movimento lineare 3D
2
Successivamente l'utensile si porta, con l'avanzamento di
fresatura programmato sul punto finale
2
3
Qui il TNC sposta l'utensile in rapido FMAX del diametro
dell'utensile in direzione positiva dell'asse del mandrino,
riportandolo quindi al punto di partenza
1
4
Sul punto di partenza
1
il TNC riporta l'utensile sull'ultimo valore Z
considerato
5
Successivamente il TNC sposta l'utensile in tutti e tre gli assi dal
punto
1
in direzione del punto
4
sulla linea successiva
6
In seguito il TNC posiziona l'utensile sul punto finale di questa
linea, calcolandolo dal punto
2
e dallo spostamento in direzione del
punto
3
7
La spianatura viene ripetuta fino al completamento della superficie
programmata
8
Alla fine il TNC posiziona l'utensile, spostandolo del suo diametro,
sul punto più alto programmato nell'asse del mandrino
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4