Esecuzione del ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 202
202
Cicli di lavorazione: superficie cilindrica
8.3 FRESA
T
URA DI SCANALA
TURA SU SUPERFICIE CILINDRICA (ciclo 28,
DIN/ISO: G128, opzione sof
tw
a
re
1) 8.3 FRESATURA DI SCANALATURA
SU SUPERFICIE CILINDRICA
(ciclo 28, DIN/ISO: G128, opzione
software 1)
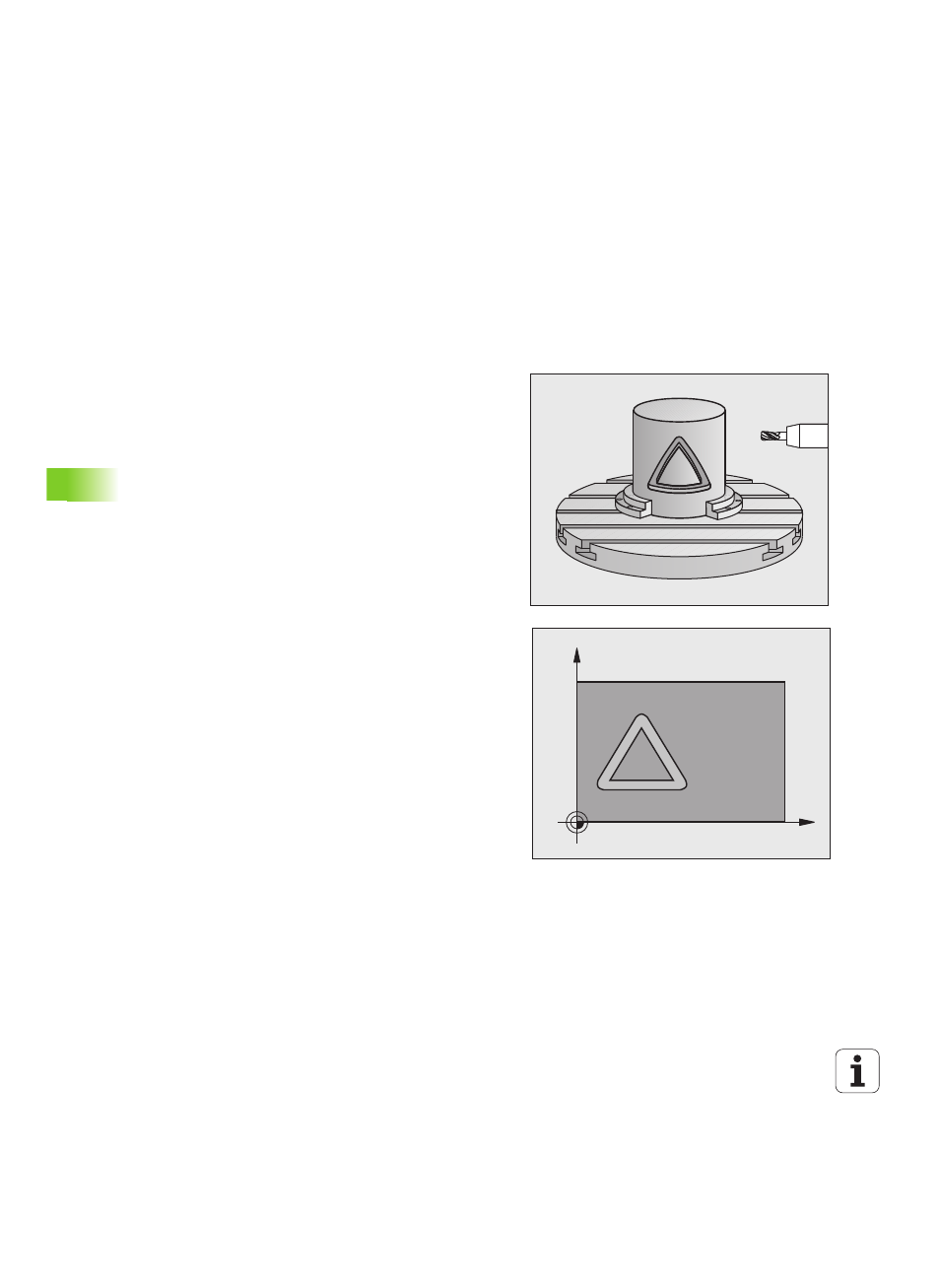
Esecuzione del ciclo
Con questo ciclo è possibile trasferire una scanalatura di guida definita
nello sviluppo sulla superficie di un cilindro. Contrariamente al ciclo 27,
in questo ciclo il TNC pone l'utensile in modo tale che, con correzione
del raggio attiva, le pareti siano quasi parallele tra loro. Si ottengono
pareti esattamente parallele tra loro impiegando un utensile con
dimensione esattamente uguale alla larghezza della scanalatura.
Quanto più piccolo è l'utensile rispetto alla larghezza della scanalatura,
tanto maggiori sono le distorsioni in caso di traiettorie circolari e di
rette oblique. Per ridurre al minimo queste distorsioni condizionate
dallo spostamento, si può definire mediante il parametro Q21 una
tolleranza con cui il TNC approssima la scanalatura da realizzare a una
scanalatura realizzata con un utensile avente diametro corrispondente
alla larghezza della scanalatura.
Programmare la traiettoria centrale del profilo indicando la correzione
del raggio utensile. Tramite la correzione del raggio si definisce se il
TNC dovrà eseguire la scanalatura in modo concorde o in modo
discorde.
1
Il TNC posiziona l'utensile sopra il punto di penetrazione
2
Alla prima PROFONDITÀ INCREMENTO l'utensile fresa con
AVANZAMENTO DI FRESATURA Q12 lungo la parete della
scanalatura tenendo conto della quota di finitura laterale
3
Alla fine del profilo il TNC sposta l'utensile sul lato opposto della
scanalatura e lo riporta al punto iniziale di penetrazione
4
Questa procedura (da 2 a 3) si ripete fino al raggiungimento della
PROFONDITÀ Q1 programmata
5
Se è stata definita la tolleranza Q21, il TNC esegue la ripassatura,
in modo da ottenere pareti della scanalatura per quanto possibile
parallele
6
Alla fine l'utensile si riporta ad altezza di sicurezza nell'asse
utensile oppure all'ultima posizione programmata prima del ciclo
C
Z