Parametri ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 187
HEIDENHAIN TNC 620
187
7.
8 FINITURA LA
TERALE (ciclo 24, DIN/
ISO: G124, opzione sof
tw
a
re
A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
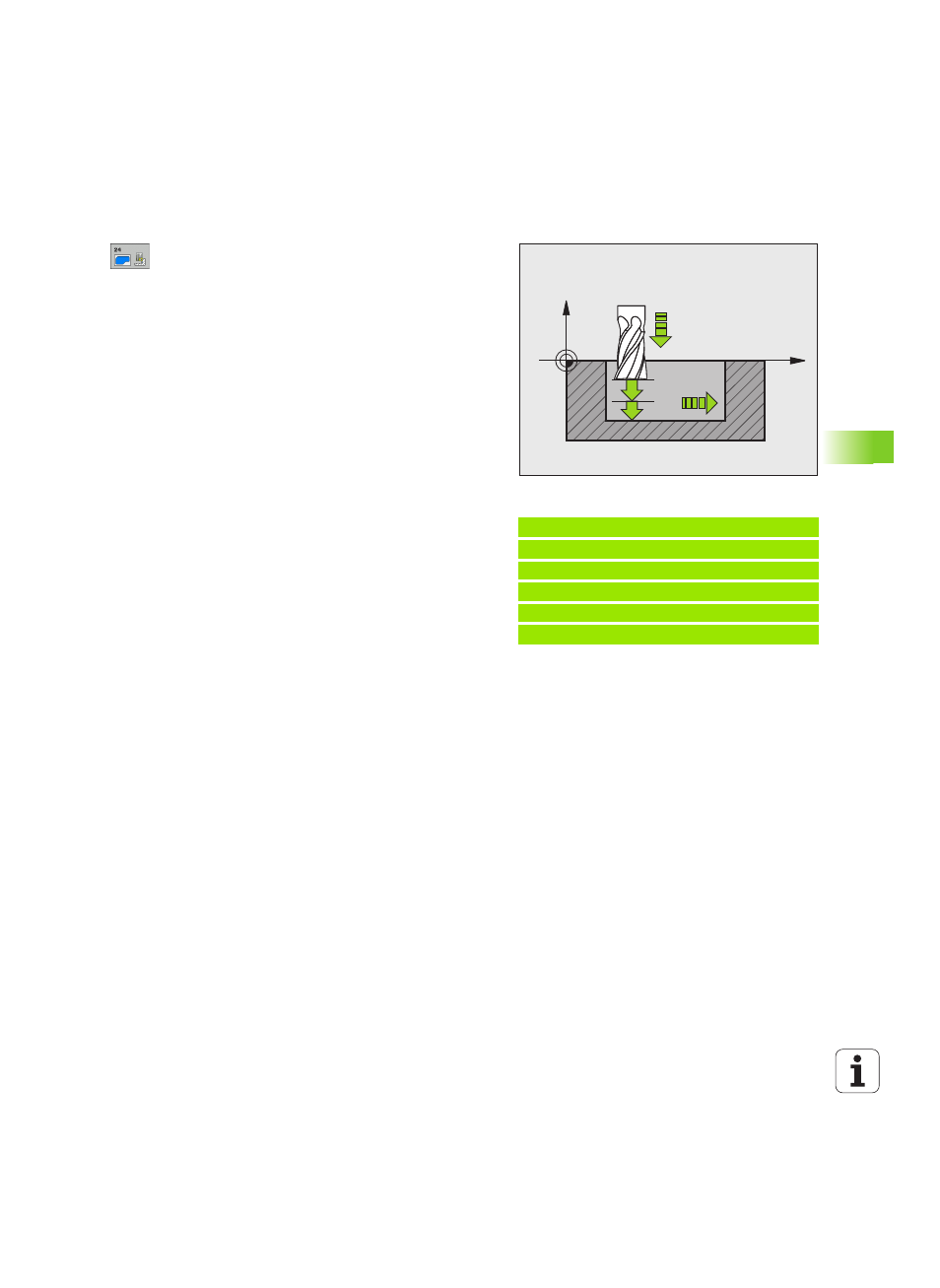
Parametri ciclo
U
SENSO ROT.? ORARIO = -1 Q9:
Direzione di lavorazione:
+1:rotazione in senso antiorario
–1:rotazione in senso orario
U
PROFONDITÀ INCREMENTO Q10 (in valore
incrementale): quota di cui l’utensile viene accostato
di volta in volta. Campo di immissione da -99999,9999
a 99999,9999
U
AVANZAMENTO INCREMENTO Q11: avanzamento
durante la penetrazione. Campo di immissione da 0 a
99999,9999, in alternativa FAUTO, FU, FZ
U
AVANZAMENTO SVUOTAMENTO Q12:
avanzamento di fresatura. Campo di immissione da 0
a 99999,9999, in alternativa FAUTO, FU, FZ
U
SOVRAMETALLO LATERALE Q14 (in valore
incrementale): quota per finiture ripetute;
programmando Q14 = 0 viene asportata la quota di
finitura residua. Campo di immissione da -99999,9999
a 99999,9999
Esempio: blocchi NC
61 CYCL DEF 24 FINITURA LATERALE
Q9=+1
;SENSO DI ROTAZIONE
Q10=+5
;PROF. INCREMENTO
Q11=100
;AVANZ. INCREMENTO
Q12=350
;AVANZ. PER SVUOT.
Q14=+0
;SOVRAM. LATERALE
X
Z
Q11
Q12
Q10