Esecuzione del ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 425
HEIDENHAIN TNC 620
425
1
8
.4 MISURA CINEMA
TICA (ciclo
451, DIN/ISO: G451, opzione)
18.4 MISURA CINEMATICA
(ciclo 451, DIN/ISO: G451,
opzione)
Esecuzione del ciclo
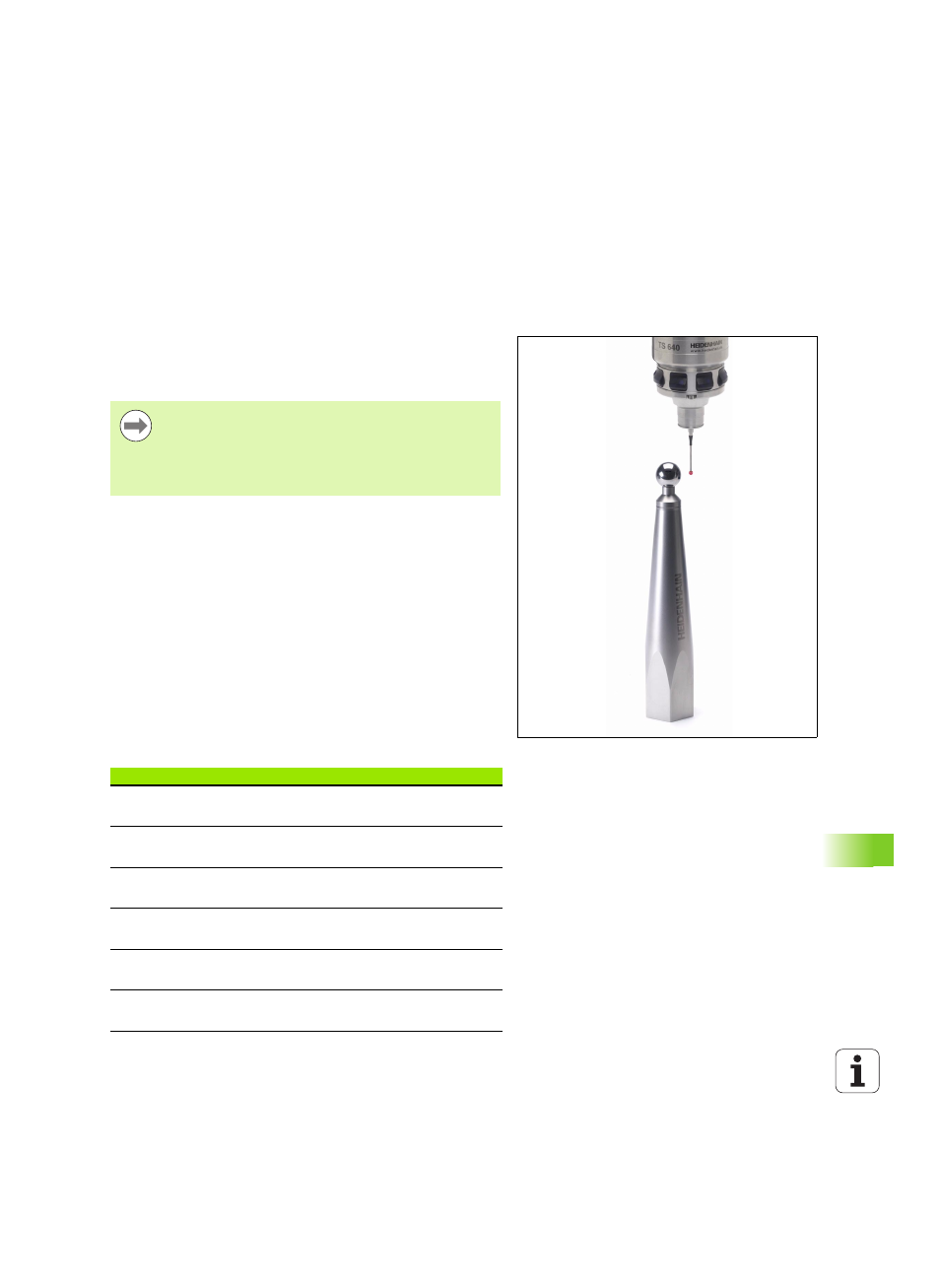
Con il ciclo di tastatura 451 si può controllare la cinematica della
macchina e se necessario ottimizzarla. Con il sistema di tastatura 3D
TS misurare una sfera calibratrice HEIDENHAIN fissata sulla tavola
della macchina.
Il TNC determina la precisione statica di rotazione. Il software
minimizza gli errori nello spazio derivanti dai movimenti di rotazione e
memorizza automaticamente la geometria della macchina al termine
del processo di misura nelle rispettive costanti macchina della
descrizione della cinematica.
1
Serrare la sfera calibratrice, facendo attenzione a evitare le
collisioni
2
Nel modo operativo Funzionamento manuale definire l'origine al
centro della sfera o se è definito Q431=1 o Q431=3: eseguire
manualmente il posizionamento nell'asse del tastatore sopra la
sfera calibratrice e nel piano di lavoro al centro della sfera
3
Selezionare il modo operativo di esecuzione del programma e
avviare il programma di calibrazione
4
Il TNC misura automaticamente in successione tutti gli assi rotativi
con la precisione definita
5
Il TNC memorizza i valori misurati nei seguenti parametri Q:
HEIDENHAIN consiglia l'impiego di sfere calibratrici KKH
250 (codice di ordinazione 655 475-01) o KKH 100 (codice
di ordinazione 655 475-02) , che presentano una
particolare rigidità e che sono state appositamente
costruite per la calibrazione della macchina. Contattare
eventualmente a questo proposito HEIDENHAIN.
Numero parametro
Significato
Q141
Scostamento standard misurato asse A
(-1, se l'asse non è stato misurato)
Q142
Scostamento standard misurato asse B
(-1, se l'asse non è stato misurato)
Q143
Scostamento standard misurato asse C
(-1, se l'asse non è stato misurato)
Q144
Scostamento standard ottimizzato asse A
(-1, se l'asse non è stato ottimizzato)
Q145
Scostamento standard ottimizzato asse B
(-1, se l'asse non è stato ottimizzato)
Q146
Scostamento standard ottimizzato asse C
(-1, se l'asse non è stato ottimizzato)