Parametri ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 296
296
Cicli di tastatura: definizione automatica delle posizioni inclinate del pezzo
14.3 R
O
T
A
ZIONE BA
SE su due f
o
ri
(ciclo 40
1, DIN/ISO: G40
1
)
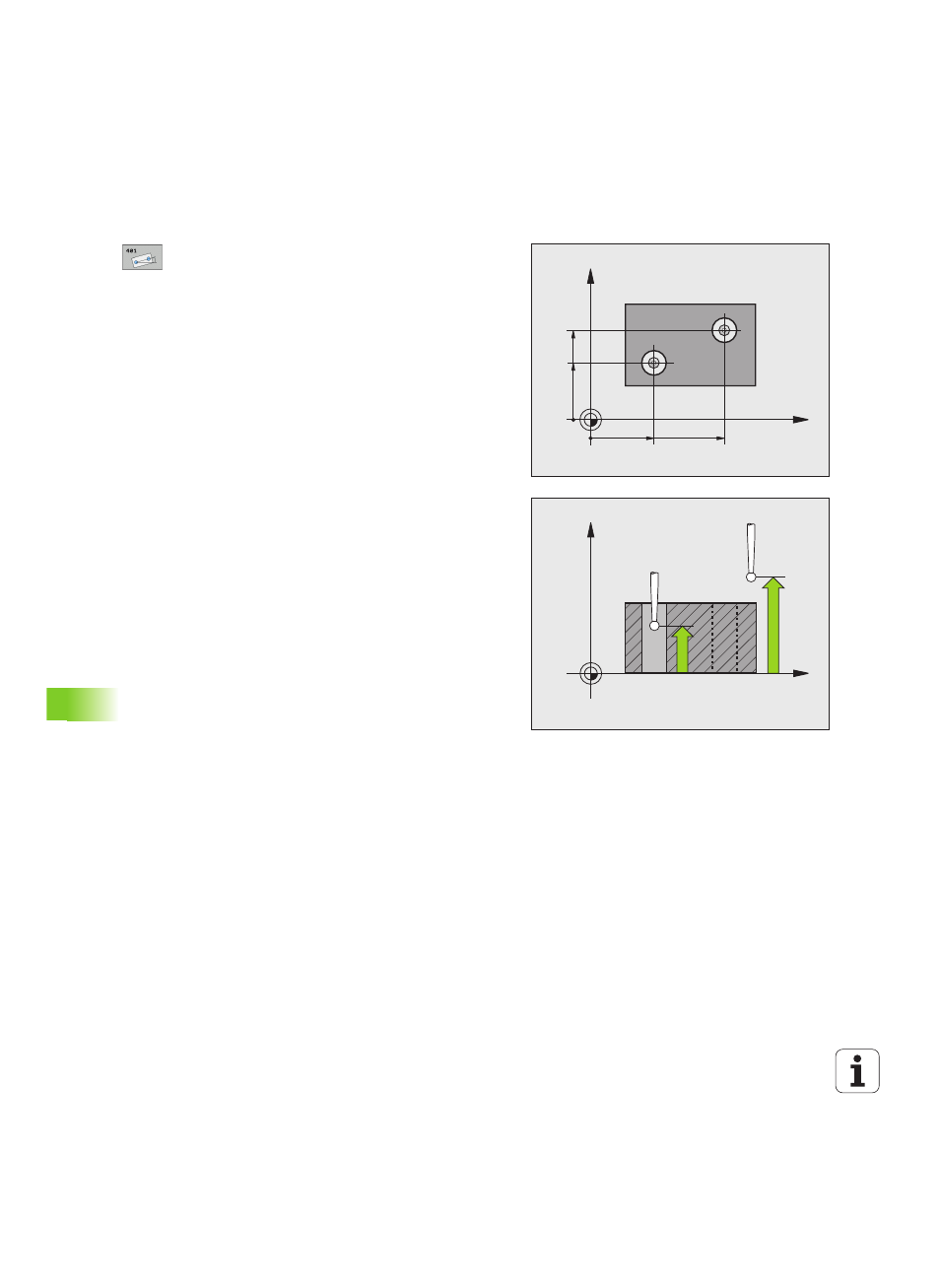
Parametri ciclo
U
1º FORO: CENTRO 1º ASSE Q268 (in valore
assoluto): centro del primo foro nell'asse principale
del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
U
1° FORO: CENTRO 2º ASSE Q269 (in valore
assoluto): centro del primo foro nell'asse secondario
del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
U
2º FORO: CENTRO 1º ASSE Q270 (in valore
assoluto): centro del secondo foro nell'asse principale
del piano di lavoro. Campo di immissione da
-99999,9999 a 99999,9999
U
2º FORO: CENTRO 2º ASSE Q271 (in valore
assoluto): centro del secondo foro nell'asse
secondario del piano di lavoro. Campo di immissione
da -99999,9999 a 99999,9999
U
MIS. ALTEZZA SU ASSE TASTATORE Q261 (in
valore assoluto): coordinata del centro della sfera
(= punto di contatto) nell'asse del tastatore, sul quale
deve essere effettuata la misurazione. Campo di
immissione da -99999,9999 a 99999,9999
U
ALTEZZA DI SICUREZZA Q260 (in valore assoluto):
coordinata dell'asse del tastatore che esclude una
collisione tra il tastatore e il pezzo (dispositivo di
serraggio). Campo di immissione da -99999,9999 a
99999,9999
U
VALORE PRESET PER ROTAZ. BASE Q307 (in valore
assoluto): se la posizione obliqua da misurare non
deve essere riferita all'asse principale, ma ad una
retta qualsiasi, introdurre l'angolo della retta di
riferimento. Il TNC calcola quindi, per la rotazione
base, la differenza tra il valore misurato e l'angolo
della retta di riferimento. Campo di immissione da
-360,000 a 360,000
X
Y
Q271
Q269
Q268
Q270
X
Z
Q261
Q260