Elaborazione di profili con cicli sl, 1 cicli sl con f o rm ula del pr ofilo complessa – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 220
220
Cicli di lavorazione: profilo tasca con formula del profilo
9.1 Cicli SL con f
o
rm
ula del pr
ofilo complessa
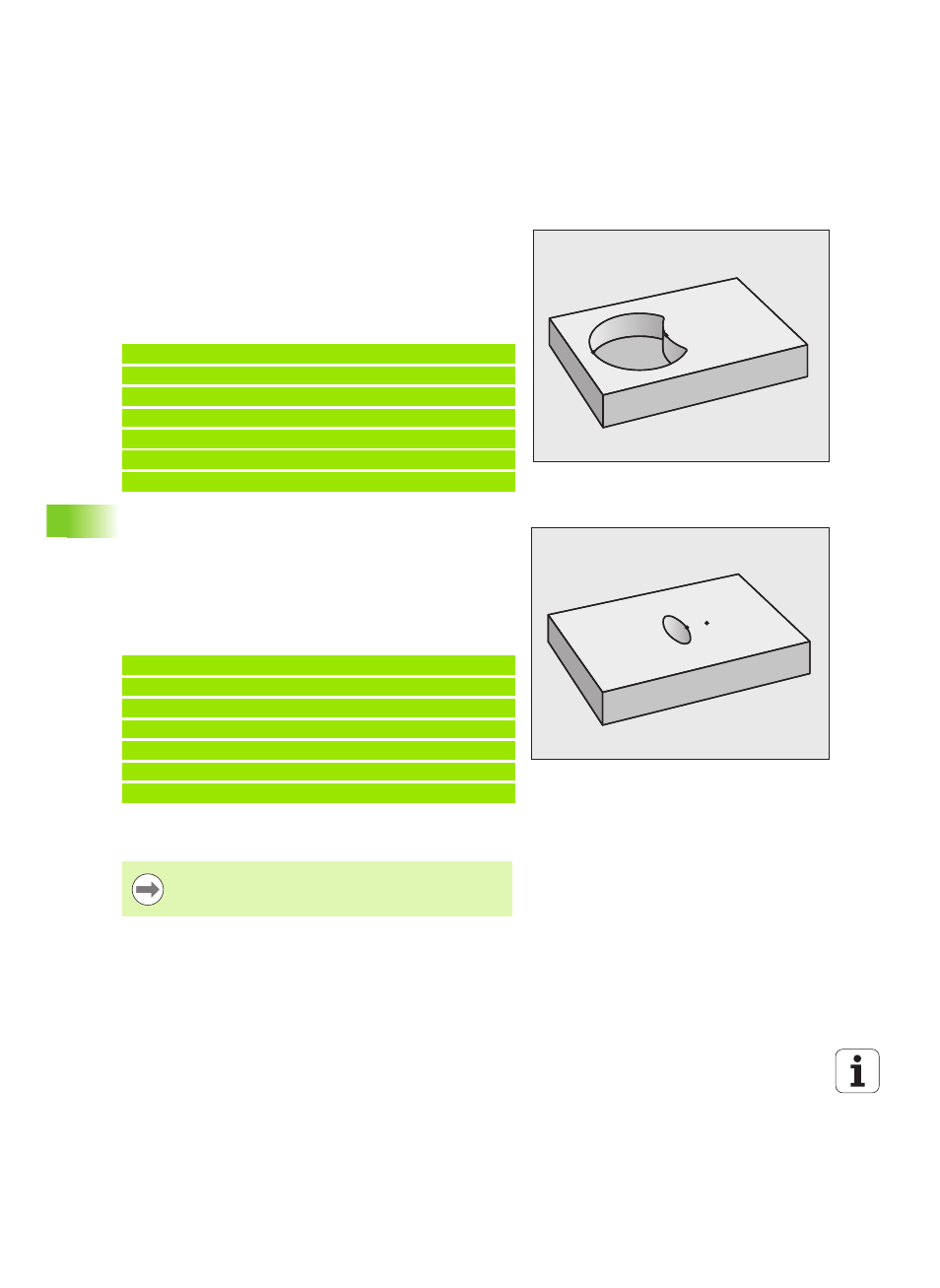
"Differenza" delle superfici
È richiesta la lavorazione della superficie A senza la parte coperta da B:
Le superfici A e B devono essere programmate in programmi
separati senza correzione del raggio
Nella formula del profilo la superficie B viene sottratta dalla
superficie A con la funzione intersezione con complemento
Programma di definizione del profilo:
Superficie di "intersezione"
È richiesta la lavorazione della superficie coperta da A e B (le superfici
con sovrapposizione semplice non devono essere lavorate).
Le superfici A e B devono essere programmate in programmi
separati senza correzione del raggio
Nella formula del profilo le superfici A e B vengono calcolate con la
funzione “intersezione con“
Programma di definizione del profilo:
Elaborazione di profili con cicli SL
A
B
50 ...
51 ...
52 DECLARE CONTOUR QC1 = “TASCA_A.H“
53 DECLARE CONTOUR QC2 = "TASCA_B.H"
54 QC10 = QC1 \ QC2
55 ...
56 ...
A
B
50 ...
51 ...
52 DECLARE CONTOUR QC1 = “TASCA_A.H“
53 DECLARE CONTOUR QC2 = "TASCA_B.H"
54 QC10 = QC1 & QC2
55 ...
56 ...
L’elaborazione del profilo completo avviene con i cicli SL
da 20 a 24 (vedere "Panoramica" a pagina 172)