Parametri ciclo – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Manuale d'uso
Pagina 179
HEIDENHAIN TNC 620
179
7.
4 D
A
TI PR
OFIL
O (ciclo 20, DIN/IS
O: G120, opzione sof
tw
a
re
A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
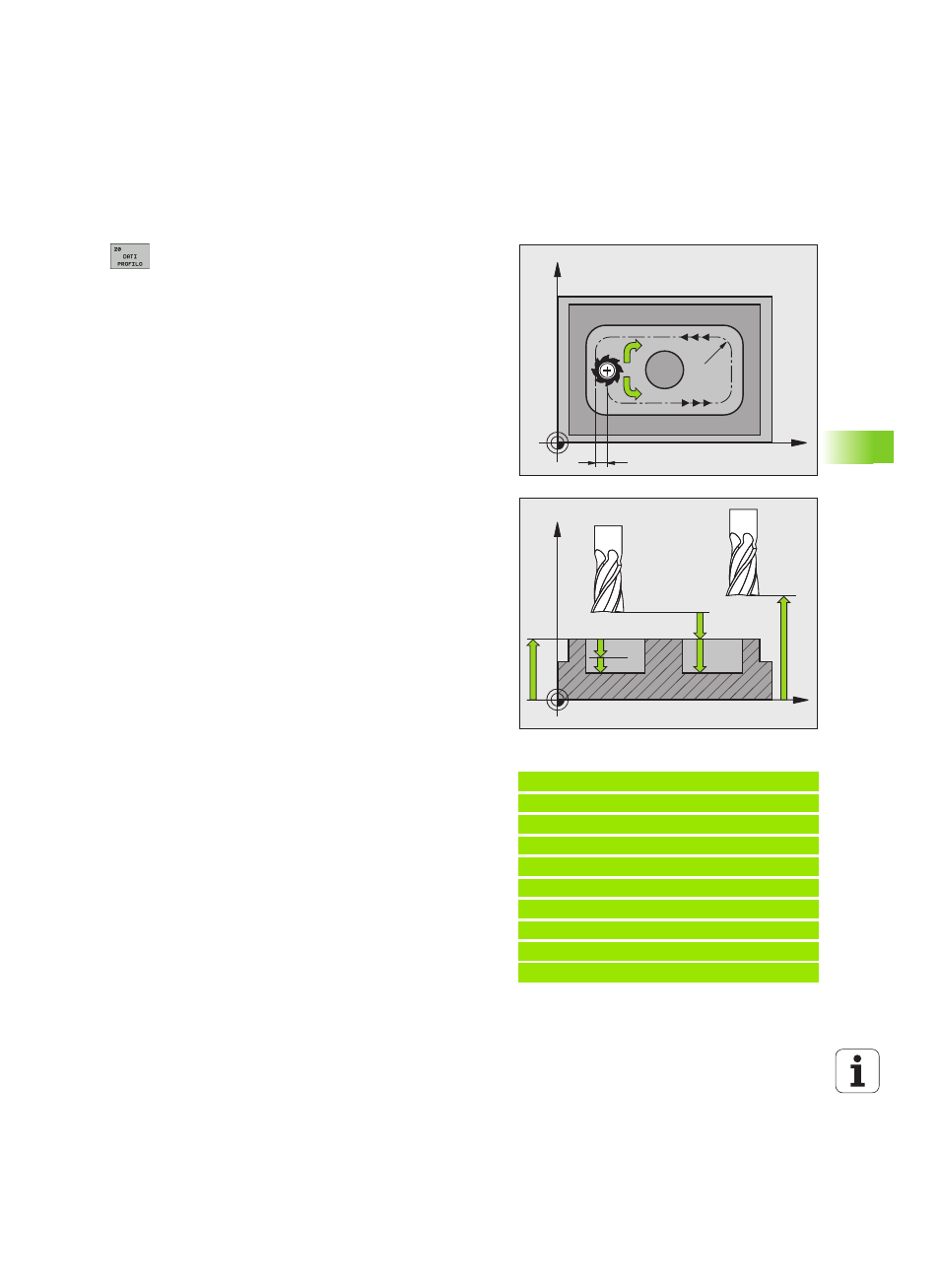
Parametri ciclo
U
PROFONDITÀ FRESATURA Q1 (in valore
incrementale): distanza tra la superficie del pezzo e il
fondo della tasca. Campo di immissione da
-99999,9999 a 99999,9999
U
FATTORE DI SOVRAPPOSIZIONE Q2: Q2 x raggio
utensile dà l’accostamento laterale k. Campo di
immissione da -0,0001 a 1,9999
U
SOVRAMETALLO LATERALE Q3 (in valore
incrementale): sovrametallo di finitura nel piano di
lavoro. Campo di immissione da -99999,9999 a
99999,9999
U
SOVRAMETALLO PROFONDITÀ Q4 (in valore
incrementale): sovrametallo di finitura per la
profondità. Campo di immissione da -99999,9999 a
99999,9999
U
COORD. SUPERFICIE PEZZO Q5 (in valore assoluto):
coordinata assoluta della superficie del pezzo. Campo
di immissione da -99999,9999 a 99999,9999
U
DISTANZA DI SICUREZZA Q6 (in valore
incrementale): distanza tra la superficie frontale
dell’utensile e la superficie del pezzo. Campo di
immissione da 0 a 99999,9999
U
ALTEZZA DI SICUREZZA Q7 (in valore assoluto):
altezza assoluta che esclude qualsiasi collisione con il
pezzo (per il posizionamento intermedio e il ritiro alla
fine del ciclo). Campo di immissione da -99999,9999
a 99999,9999
U
RAGGIO DELLO SPIGOLO INTERNO Q8: raggio per
"spigoli interni"; il valore programmato si riferisce alla
traiettoria del centro dell'utensile e viene impiegato
per calcolare i movimenti di traslazione più dolci tra gli
elementi del profilo. Q8 non è il raggio che il TNC
inserisce come elemento separato del profilo tra
gli elementi programmati!Campo di immissione da
0 a 99999,9999
U
SENSO ROT.? Q9: direzione della lavorazione per
tasche
Q9 = -1 senso discorde per tasca e isola
Q9 = +1 senso concorde per tasca e isola
I parametri di lavorazione possono essere controllati ed
eventualmente sovrascritti.
Esempio: blocchi NC
57 CYCL DEF 20 DATI PROFILO
Q1=-20
;PROFONDITÀ FRESATURA
Q2=1
;SOVRAPP. TRAIETT. UT.
Q3=+0.2
;SOVRAM. LATERALE
Q4=+0.1
;SOVRAM. PROFONDITÀ
Q5=+30
;COORD. SUPERFICIE
Q6=2
;DISTANZA SICUREZZA
Q7=+80
;ALTEZZA DI SICUREZZA
Q8=0.5
;RAGGIO DELLO SMUSSO
Q9=+1
;SENSO DI ROTAZIONE
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5