4 t raiet to rie – coor dinat e polar i – HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 85
74
6 Programmazione: Programmazione profili
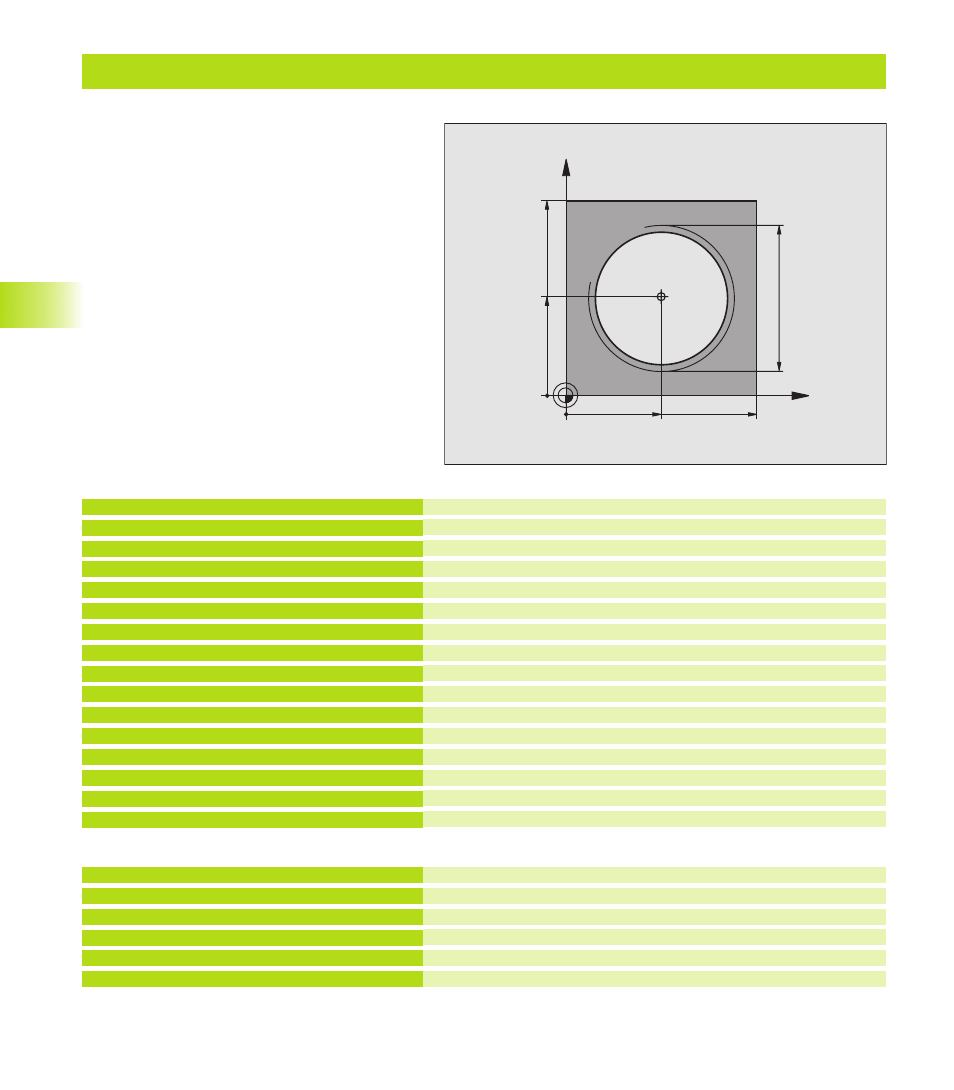
Esempio: Traiettoria elicoidale
Definizione pezzo grezzo
Definizione utensile
Chiamata utensile
Disimpegno utensile
Preposizionamento dell’utensile
Conferma dell’ultima posizione programmata quale polo
Posizionamento alla profondità di lavorazione
Posizionamento sul profilo
Avvicinamento raccordato su traiettoria circolare con R=2 mm
Percorso elicoidale
Distacco raccordato su traiettoria circolare con R=2 mm
Disimpegno utensile nel piano di lavoro
Disimpegno utensile nell‘asse mandrino, fine del programma
Inizio della ripetizione dei blocchi di programma
Inserimento diretto del passo quale valore IZ
Numero delle ripetizioni (filetti)
0 BEGIN PGM 50 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S1400
5 L Z+250 R0 F MAX
6 L X+50 Y+50 R0 F MAX
7 CC
8 L Z-12,75 R0 F1000 M3
9 LP PR+32 PA-180 RL F100
10 RND R2
11 CP IPA+3240 IZ+13,5 DR+ F200
12 RND R2
13 L X+50 Y+50 R0 F MAX
14 L Z+250 R0 F MAX M2
15 END PGM 50 MM
In caso di lavorazione di oltre 16 filetti:
...
8 L Z-12.75 R0 F1000
9 LP PR+32 PA-180 RL F100
10 LBL 1
11 CP IPA+360 IZ+1,5 DR+ F200
12 CALL LBL 1 REP 24
X
Y
50
50
CC
100
100
M64 x 1,5
6.4 T
raiet
to
rie – Coor
dinat
e polar
i