HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 68
57
HEIDENHAIN TNC 310
6.2 Gener
alità r
elativ
e alle funzioni di tr
aiet
to
ri
a
Generazione dei blocchi di programma con i softkey di
programmazione traiettorie
Aprire il dialogo in chiaro con i softkey di programmazione traiettorie. Il
TNC chiederà uno dopo l’altro tutti i dati e inserirà il blocco di
programma nel programma di lavorazione.
Esempio – Programmazione di una retta:
Apertura del dialogo di programmazione : p.es.
retta
COORDINATE ?
<
10
Inserire le coordinate del punto finale della retta
5
Conferma dell'asse selezionato: premere il
softkey POSIZIONE ATTUALE(secondo livello di
softkey)
CORR. RAGGIO.: RL/RR/SENZA COOR. ?
<
Selezione correzione raggio: premere p. es. il
softkey RL, l’utensile si sposterà a sinistra del
profilo
AVANZAMENTO
F=
<
100
Inserire l’avanzamento e confermare con il tasto
ENT: p.es.100 mm/min
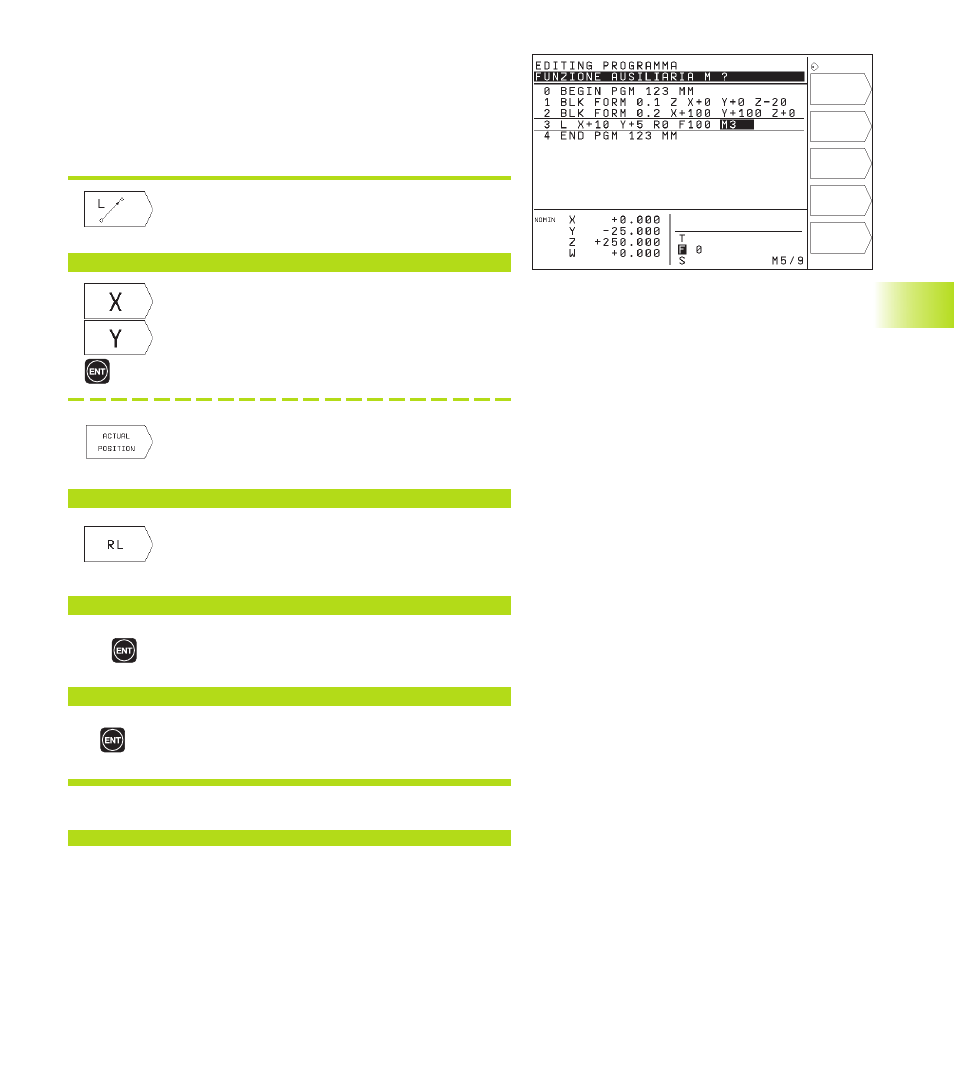
FUNZIONE AUSILIARIA M ?
<
3
Inserire la funzione ausiliaria , p.es. M3 e
concludere il dialogo con il tasto ENT
Nel programma di lavorazione si vedrà la seguente riga:
L X+10 Y+5 RL F100 M3