2 dati utensile – HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 55
44
5 Programmazione: Utensili
5.2 Dati utensile
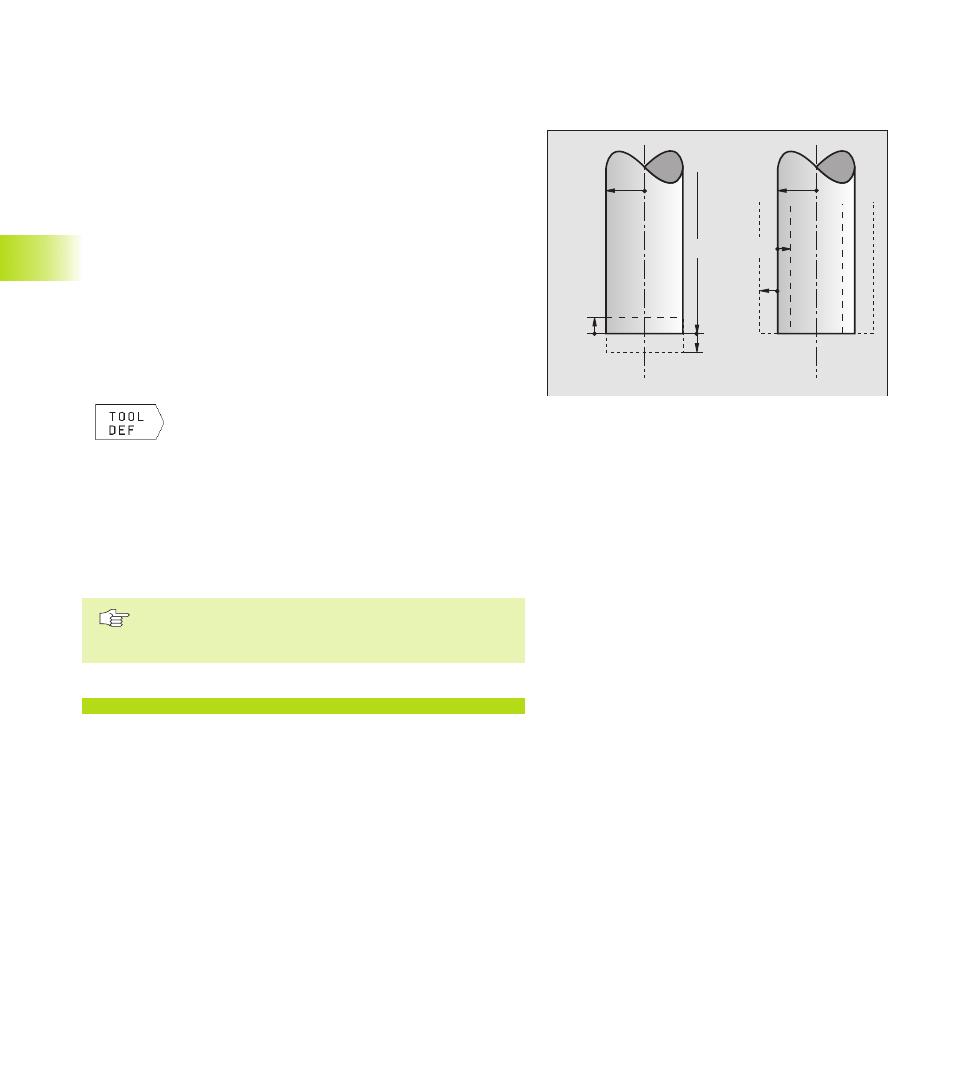
DR<0
DR>0
DL<0
R
DL>0
L
R
Raggio R dell’utensile
Il raggio R dell’utensile viene inserito direttamente.
Valori delta per lunghezze e raggi
I valori delta indicano gli scostamenti in lunghezza e nel raggio di
utensili.
Un valore delta positivo significa una sovradimensione (DR>0), un
valore delta negativo significa una sottodimensione (DR<0). Introdurre i
valori delta nella programmazione della chiamata utensile con TOOL
CALL.
Campo di immissione: il valore massimo dei valori delta è di
± 99,999 mm.
Inserimento dei dati utensile nel programma
Per ogni utensile il numero, la lunghezza e il raggio vengono definiti una
volta nel programma di lavorazione in un blocco TOOL DEF:
ú
Selezionare la funzione utensile: premere il tasto
TOOL DEF
ú
Inserire il NUMERO UTENSILE: identificazione
univoca di un utensile mediante un numero utensile
Con tabella utensile attiva, introdurre i numeri utensili
superiori a 99 (in funzione di MP7260)
ú
Inserire la LUNGHEZZA UTENSILE: valore di
correzione della lunghezza.
ú
Inserire il RAGGIO UTENSILE
Durante il dialogo si possono confermare i valori per la
lunghezza e il raggio con i softkey „ACT.POS X, ACT.POS Y
o ACT.POS Z“ direttamente dall'indicazione di posizione.
Esempio blocco NC
4 TOOL DEF 5 L+10 R+5