3 tr aiet to rie – coor dinat e car tesiane – HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 72
61
HEIDENHAIN TNC 310
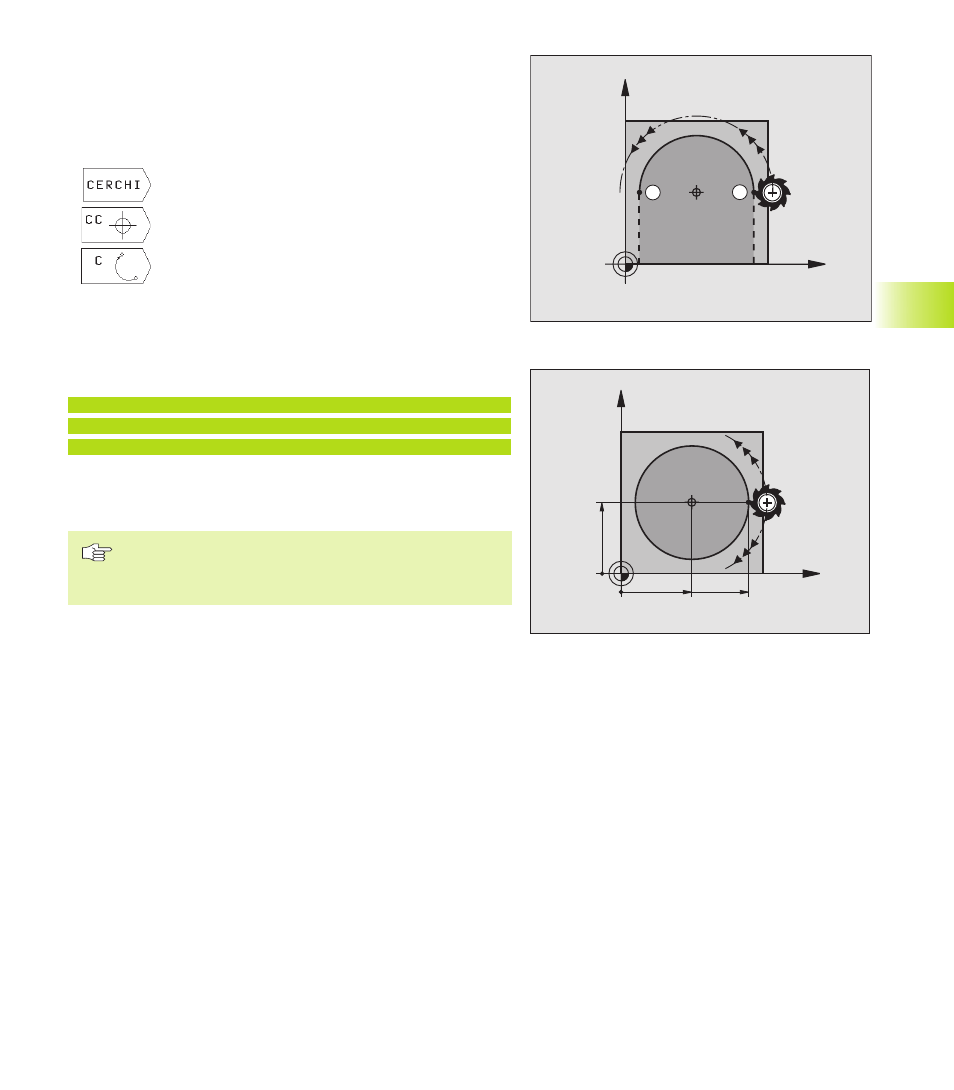
Traiettoria circolare C intorno al centro del cerchio CC
Il centro del cerchio CC deve essere definito prima di programmare la
traiettoria circolare C. L’ultima posizione dell’utensile programmata
prima del blocco C è il punto di partenza della traiettoria circolare.
ú
Portare l’utensile sul punto di partenza della traiettoria circolare
ú
Selezione funzioni di traiettoria circolare: premere il
softkey „CERCHI“ (2. livello softkey)
ú
Inserire le COORDINATE del centro del cerchio
ú
COORDINATE del punto finale dell’arco di cerchio
ú
SENSO DI ROTAZIONE DR
Ove necessario:
ú
AVANZAMENTO F
ú
FUNZIONE AUSILIARIA M
Esempi di blocchi NC
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
Cerchio pieno
Per il cerchio pieno occorre programmare per il punto finale le stesse
coordinate del punto di partenza.
Il punto di partenza e il punto finale del movimento circolare
devono trovarsi sulla traiettoria circolare.
Tolleranza di inserimento: fino a 0,016 mm
6.3
Tr
aiet
to
rie – Coor
dinat
e car
tesiane
X
Y
25
45
25
CC
DR+
DR–
S
E
X
Y
CC