2 generalità relative alle funzioni di traiettoria – HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 67
56
6 Programmazione: Programmazione profili
6.2 Generalità relative alle funzioni di traiettoria
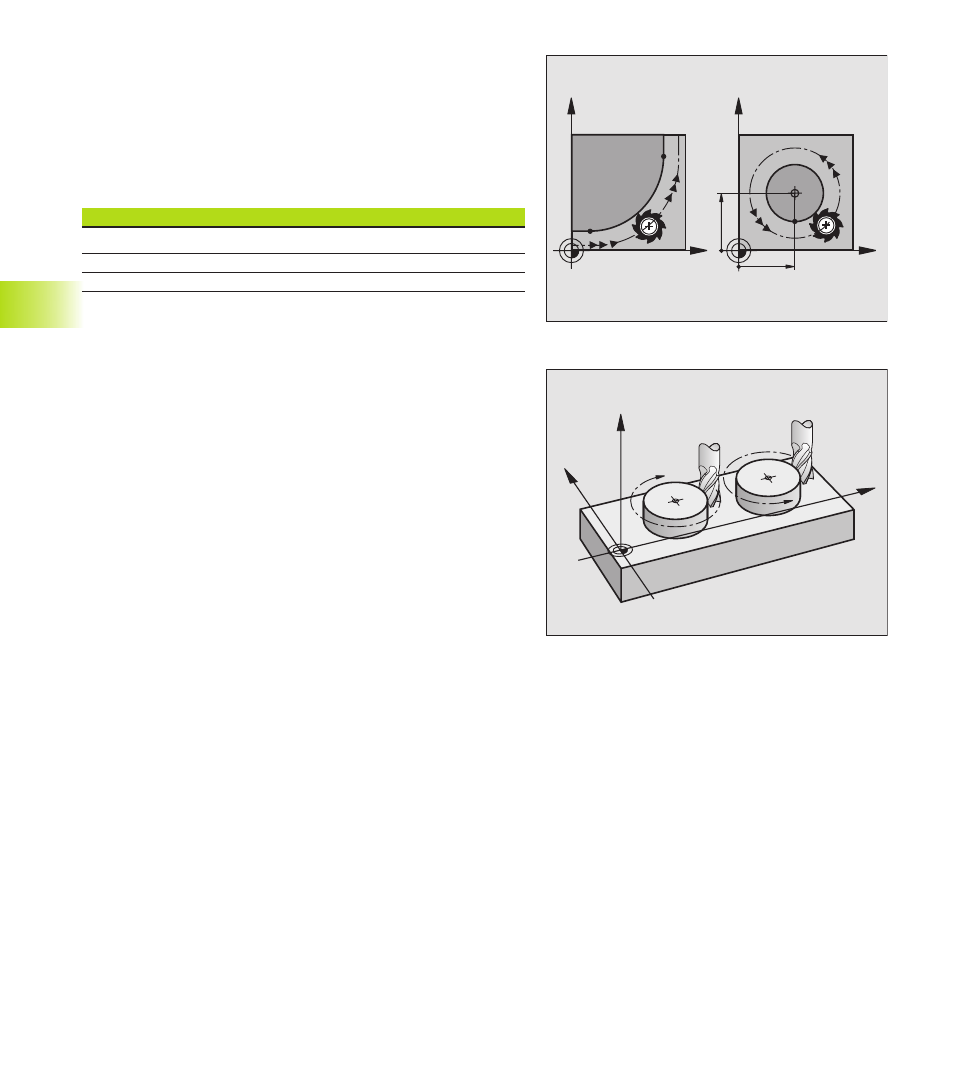
Cerchi e archi di cerchio
Per i movimenti circolari il TNC sposta contemporaneamente due assi
della macchina: l‘utensile si muove rispetto al pezzo su una traiettoria
circolare. Per i movimenti circolari si può inserire il centro del cerchio
CC.
Con le funzioni di traiettoria per archi di cerchio si programmano cerchi
nei piani principali. Il piano principale deve essere definito alla chiamata
utensile TOOL CALL mediante definizione dell‘asse del mandrino:
Asse del mandrino
Piano principale
Z
XY
Y
ZX
X
YZ
Senso di rotazione DR nei movimenti circolari
Per i movimenti circolari senza raccordo tangenziale con gli altri
elementi di profilo si inserisce il senso di rotazione DR:
Rotazione in senso orario: DR–
Rotazione in senso antiorario: DR+
Correzione
La correzione del raggio deve essere programmata prima del blocco
con le coordinate per il primo elemento di profilo. La correzione del
raggio non può iniziare in un blocco per una traiettoria circolare.
Programmare la correzione prima in un blocco lineare.
Preposizionamento
Preposizionare l’utensile all‘inizio del programma di lavorazione in
modo da escludere danneggiamenti dell’utensile e del pezzo.
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y