2 cicli di foratura – HEIDENHAIN TNC 310 (286 040) Manuale d'uso
Pagina 103
8 Programmazione: Cicli
92
Da osservare:
Programmare l‘istruzione di posizionamento sul punto
di partenza (centro del foro) del piano di lavoro con
CORREZIONE DEL RAGGIO R0 .
Il segno del parametro PROFONDITA’ definisce la
direzione della lavorazione .
ú
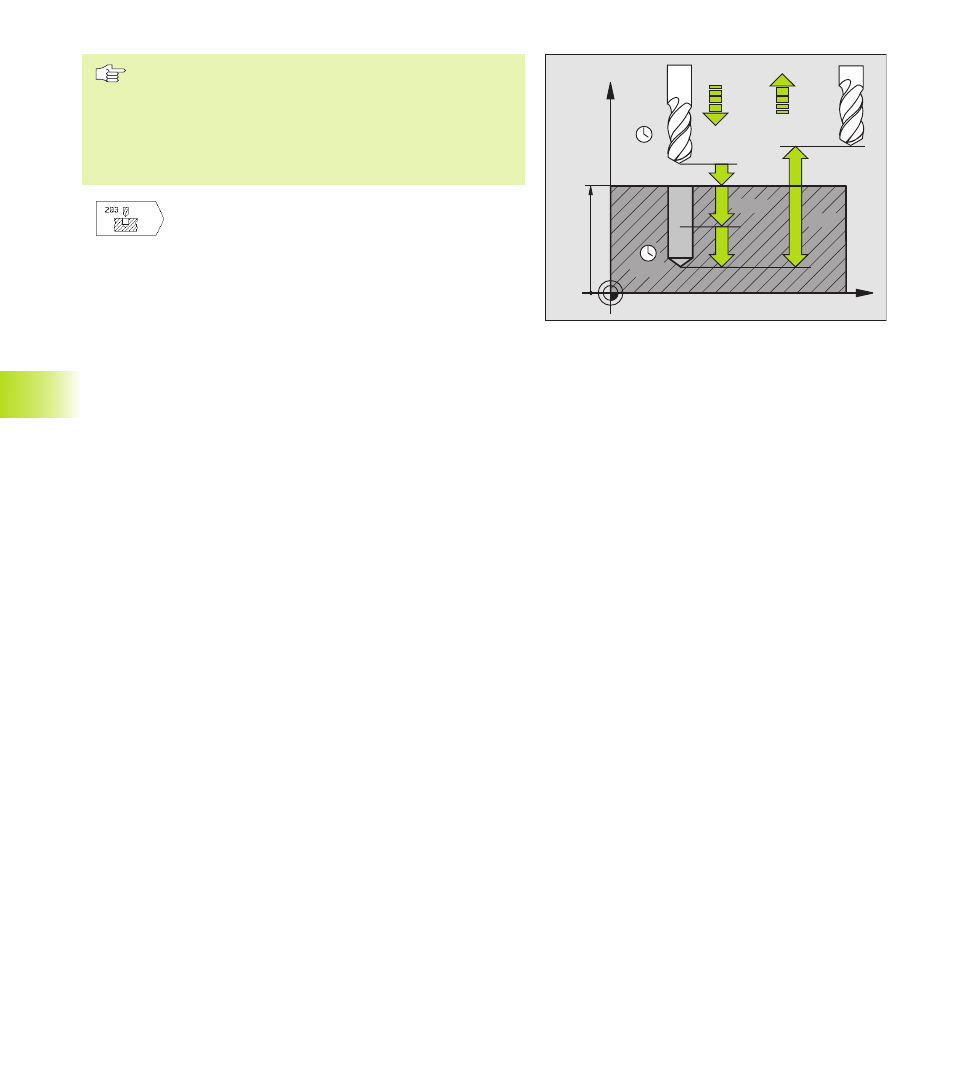
DISTANZA DI SICUREZZA Q200 (incrementale):
distanza tra la punta dell’utensile e la superficie del
pezzo
ú
PROFONDITA’ Q201 (incrementale): distanza tra la
superficie del pezzo e il fondo del foro (punta del cono
di foratura)
ú
AVANZAMENTO IN PROFONDITA’ Q206: velocità di
spostamento dell’utensile durante la foratura in
mm/min
ú
PROFONDITA’ DI ACCOSTAMENTO Q202
(incrementale): quota di accostamento dell’utensile. Il
TNC si porta in un unico passo fino alla
PROFONDITA' quando:
■
PROFONDITA' DI ACCOSTAMENTO e
PROFONDITA' sono uguali
■
la PROFONDITA' DI ACCOSTAMENTO è maggiore
della PROFONDITA'
La PROFONDITA’ non deve essere un multiplo della
PROFONDITA’ DI ACCOSTAMENTO
ú
TEMPO ATTESA SOPRA Q210: tempo in secondi
durante il quale l’utensile sosta alla DISTANZA DI
SICUREZZA, dopo che il TNC lo ha ritirato dal foro per
lo scarico dei trucioli
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2. DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell'asse del mandrino che esclude una
collisione tra l'utensile e il pezzo (il dispositivo di
serraggio)
ú
VALORE DA TOGLIERE Q212 (incrementale): valore
di cui il TNC riduce la PRONDITA’ DI
ACCOSTAMENTO dopo ogni accostamento
ú
NUM. ROTTURE TRUCIOLO PRIMA INVERSIONE
Q213: numero delle rotture del truciolo prima che il
TNC ritiri l’utensile dal foro per lo scarico dei trucioli.
ú
PROFONDITA’ DI ACCOSTAMENTO MINIMA Q205
(incrementale): se è stato programmato un valore da
togliere, il TNC limita l’AVANZAMENTO al valore
impostato nel Q205
ú
TEMPO ATTESA SOTTO Q211: tempo in secondi
durante il quale l’utensile sosta sul fondo del foro
ú
INVERSIONE AVANZAMENTO Q208: velocità di
spostamento dell’utensile durante l’estrazione dal
foro in mm/min. Programmando Q208=0, l’estrazione
avviene con FMAX
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
8.2 Cicli di foratura