Scarico din 509 e, 6 cicli di filet tat ur a ed esecuzione scar ico – HEIDENHAIN SW 54843x-02 Manuale d'uso
Pagina 284
284
Programmazione di cicli
4.6 Cicli di filet
tat
ur
a ed esecuzione scar
ico
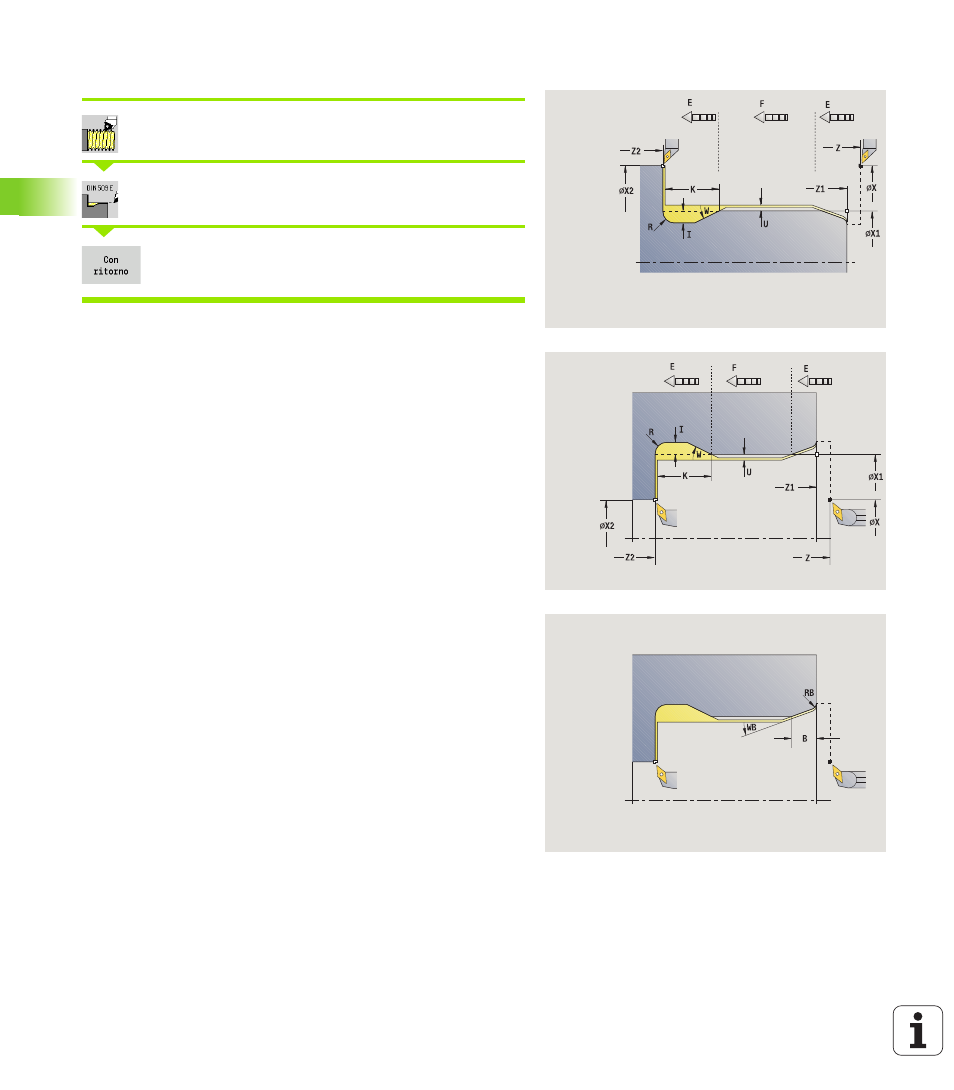
Scarico DIN 509 E
Selezionare Filettatura
Selezionare Scarico DIN 509 E
Off: l'utensile si arresta alla fine del ciclo
On: l'utensile ritorna al punto di partenza
Il ciclo esegue lo scarico DIN 509 forma E, l'imbocco cilindrico, il
cilindro sporgente e l'adiacente superficie piana. Per l'area del cilindro
è possibile definire un sovrametallo di rettifica. L'imbocco cilindrico
viene eseguito se si indica Lunghezza imbocco cilindrico o Raggio
imbocco
.
Parametri ciclo
X, Z
Punto di partenza
X1, Z1
Punto di partenza cilindro
X2, Z2
Punto finale superficie piana
U
Sovrametallo rettifica per l'area del cilindro (default: 0)
E
Avanzamento ridotto per entrata e imbocco cilindrico
(default: avanzamento F)
I
Profondità scarico (default: tabella standard)
K
Lunghezza scarico (default: tabella standard)
W
Angolo scarico (default: tabella standard)
R
Raggio scarico su entrambi i lati dello scarico (default:
tabella standard)
G14
Punto cambio utensile (vedere pagina 130)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
B
Lunghezza imbocco cilindrico (default: nessun imbocco
filettato)
WB
Angolo imbocco (default: 45°)
RB
Raggio arrotondamento (default: nessuna immissione:
nessun elemento): valore positivo = raggio
arrotondamento, valore negativo = smusso
G47
Distanza di sicurezza (vedere pagina 130) – valutazione
solo "Con ritorno"
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.