Troncatura-tornitura assiale, 5 cicli di tr oncat u ra – HEIDENHAIN SW 54843x-02 Manuale d'uso
Pagina 230
230
Programmazione di cicli
4.5 Cicli di tr
oncat
u
ra
Esecuzione ciclo
1
calcolo della configurazione di taglio
2
avanzamento dal punto di partenza per la prima passata
3
esecuzione gola (lavorazione di troncatura)
4
lavorazione perpendicolare alla direzione di troncatura (lavorazione
di tornitura)
5
ripetizione di 3...4, fino a raggiungere il Punto finale X2, Z2
6
ritorno al punto di partenza, parallelamente all'asse
7
avvicinamento secondo l'impostazione G14 al Punto cambio
utensile
Troncatura-tornitura assiale
Selezionare Cicli di troncatura
Selezionare Troncatura-tornitura
Selezionare Troncatura-tornitura assiale
Il ciclo lavora il rettangolo descritto da Punto di partenza e Punto
finale profilo
.
Parametri ciclo
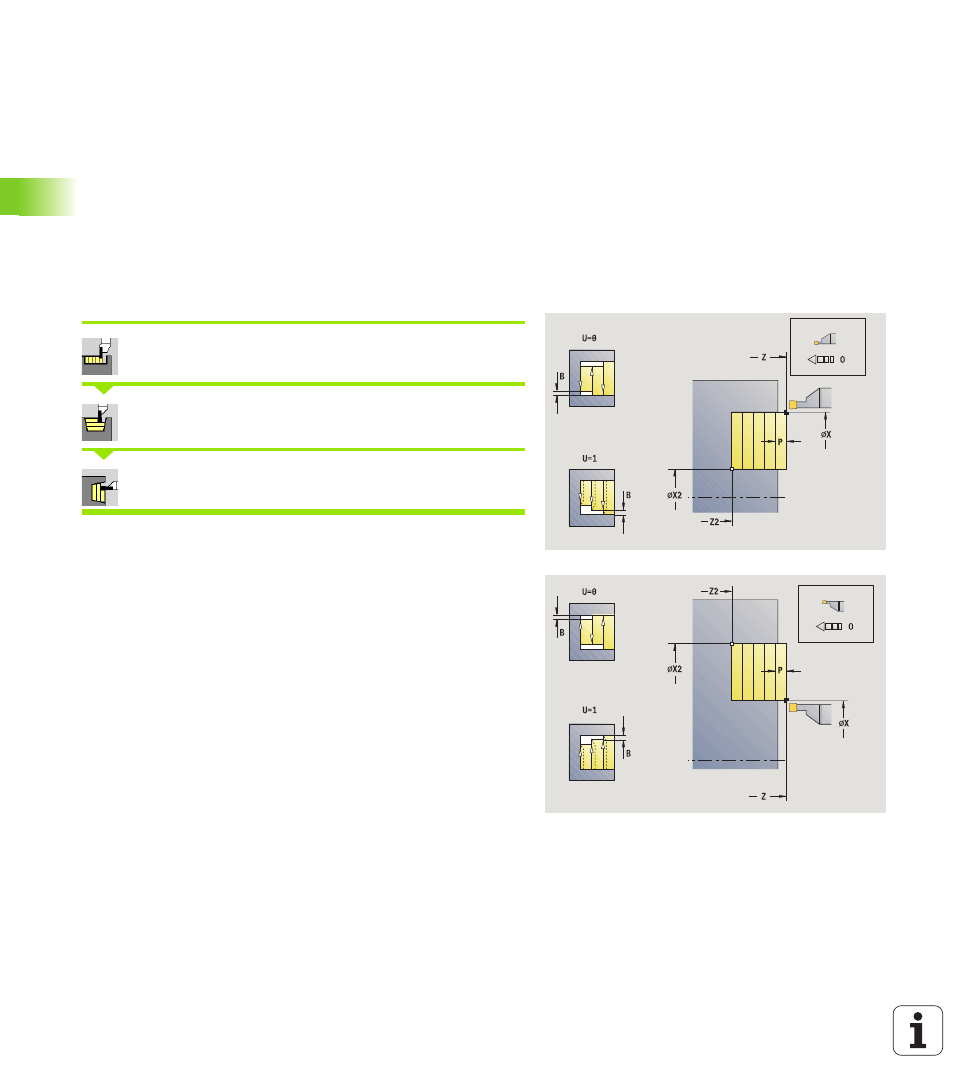
X, Z
Punto di partenza
X2, Z2
Punto finale profilo
P
Profondità di accostamento: profondità di accostamento
massima
O
Avanzamento di troncatura (default: avanzamento attivo)
B
Larghezza offset (default: 0)
U
Lavorazione di tornitura unidirezionale (default: 0)
0: bidirezionale
1: unidirezionale
G47
Distanza di sicurezza (vedere pagina 130)
G14
Punto cambio utensile (vedere pagina 130)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.
MFS
M all'inizio: funzione M che viene eseguita all'inizio della
fase di lavorazione.