Profilo icp finitura assiale, 5 cicli di tr oncat u ra – HEIDENHAIN SW 54843x-02 Manuale d'uso
Pagina 226
226
Programmazione di cicli
4.5 Cicli di tr
oncat
u
ra
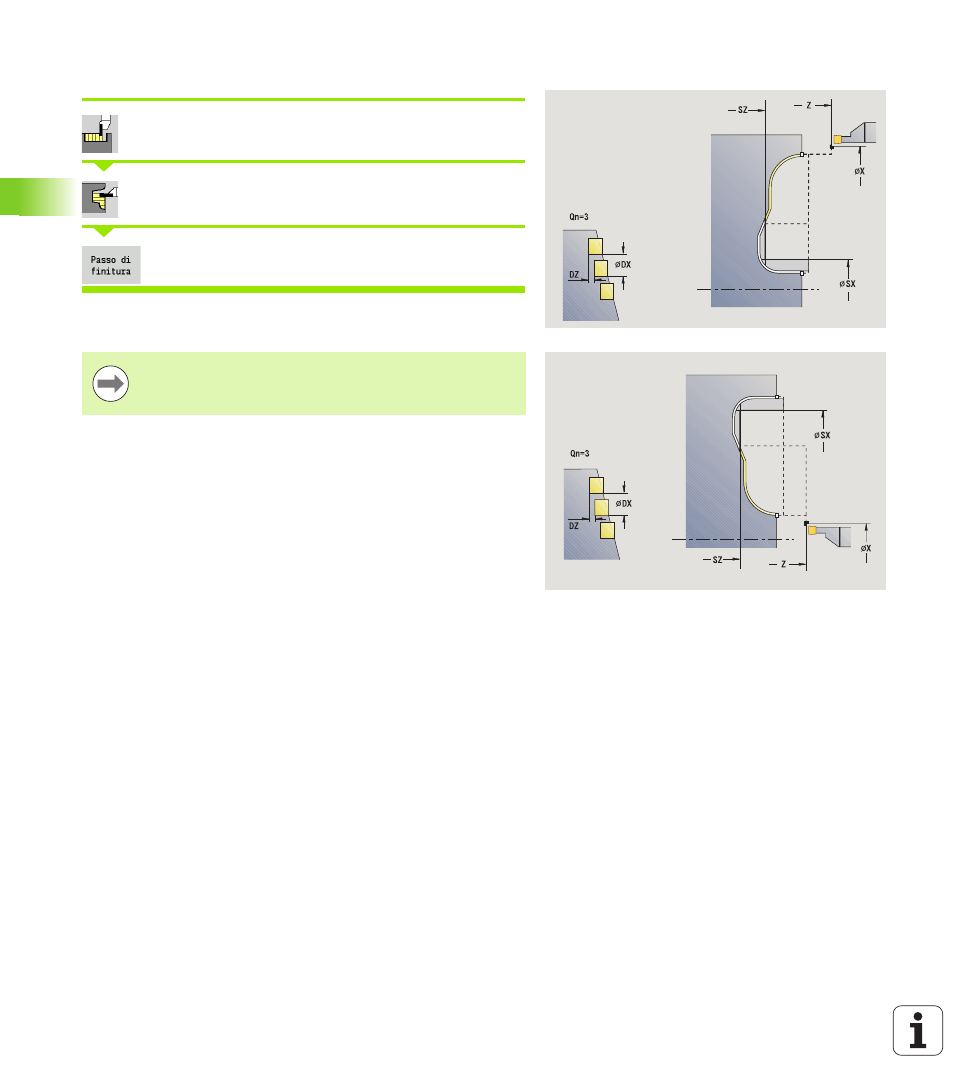
Profilo ICP finitura assiale
Selezionare Cicli di troncatura
Selezionare Gola assiale ICP
Attivare il softkey Finitura
Il ciclo rifinisce il numero di gole con il profilo gola ICP definito in Qn. Il
Punto di partenza
definisce la posizione della prima gola.
Al termine del ciclo l'utensile ritorna sul punto di partenza.
Parametri ciclo
X, Z
Punto di partenza
FK
Parte finita ICP: nome del profilo da lavorare
Qn
Numero di cicli per esecuzione gola (default: 1)
DX, DZ
Distanza dalla gola successiva relativamente alla gola
precedente
G14
Punto cambio utensile (vedere pagina 130)
T
Numero posto torretta
ID
Numero ID utensile
S
Numero di giri/Velocità di taglio
F
Avanzamento al giro
SX, SZ
Limitazioni di taglio (vedere pagina 130)
G47
Distanza di sicurezza (vedere pagina 130)
MT
M verso T: funzione M che viene eseguita dopo la
chiamata utensile T.