Passata parallela al profilo icp radiale, 4 cicli di aspor tazione tr ucioli – HEIDENHAIN SW 54843x-02 Manuale d'uso
Pagina 183
HEIDENHAIN MANUALplus 620
183
4.4 Cicli di aspor
tazione tr
ucioli
Passata parallela al profilo ICP radiale
Selezionare Cicli di asportazione trucioli
assiale/radiale
Selezionare Passata parallela al profilo ICP
radiale
Il ciclo sgrossa parallelamente al profilo l'area definita.
Il ciclo sgrossa parallelamente al profilo in funzione di
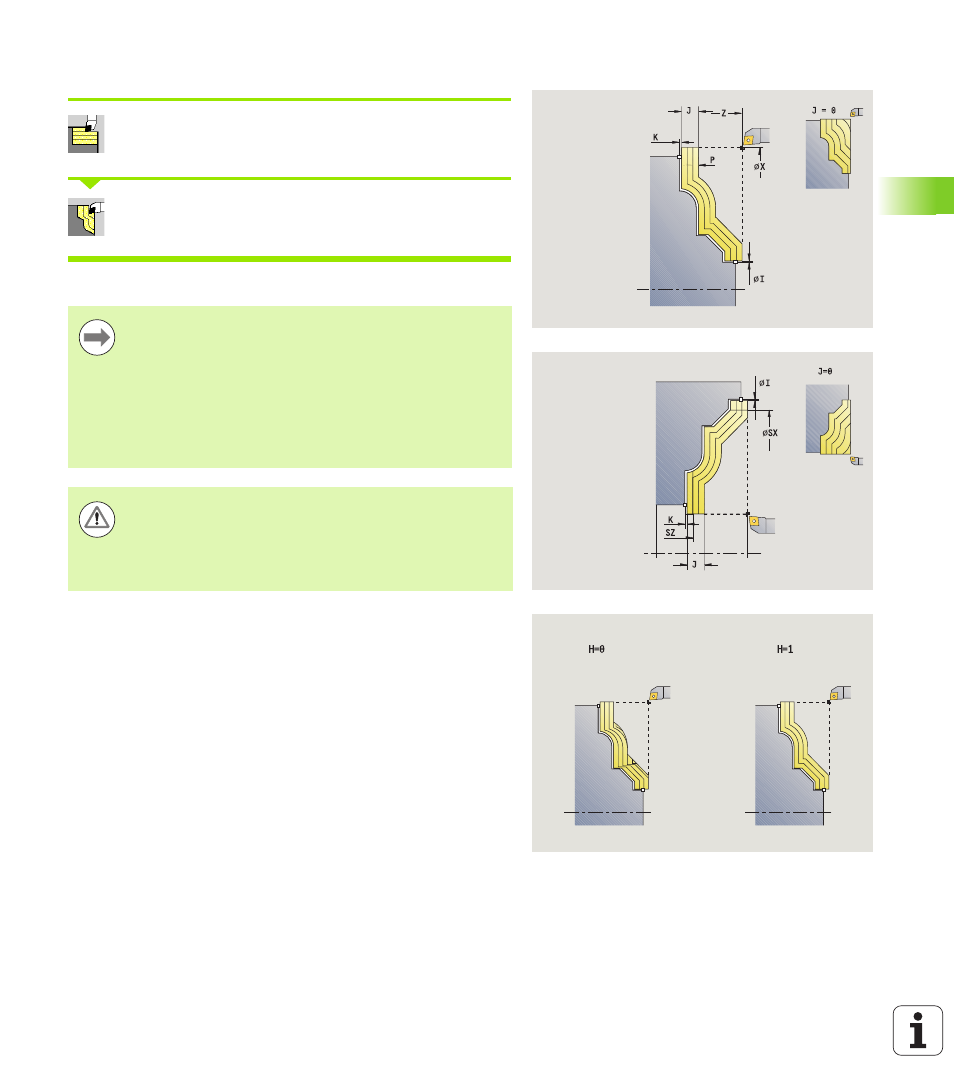
Sovrametallo parte grezza J
e Tipo di sezioni H:
J=0: l'area descritta da "X, Z" e dal profilo ICP, tenendo
conto dei sovrametalli.
J>0: l'area descritta dal profilo ICP (più sovrametallo)
e dal Sovrametallo parte grezza J.
L'utensile penetra con l'angolo massimo possibile, il
materiale residuo viene ignorato.
Attenzione Pericolo di collisione!
Sovrametallo parte grezza J>0: utilizzare come
Profondità di accostamento P
l'accostamento minore, se
a causa della geometria del tagliente l'accostamento
massimo in direzione assiale e radiale è differente.
Parametri ciclo
X, Z
Punto di partenza
FK
Parte finita ICP: nome del profilo da lavorare
P
Profondità di accostamento – Viene valutata in funzione di
"J"
J=0: P è la profondità di accostamento massima. Il ciclo
riduce la profondità di accostamento, se l'accostamento
programmato non è possibile a causa della geometria
del tagliente in direzione radiale o assiale
J>0: P è la profondità di accostamento. Questo
accostamento viene utilizzato in direzione assiale e
radiale
H
Tipo di sezioni – Il ciclo esegue la lavorazione
0: con profondità di passata costante
1: con sezioni equidistanti
I, K
Sovrametallo X, Z
J
Sovramet. parte grezza – il ciclo esegue la lavorazione
J=0: dalla posizione utensile
J>0: l'area descritta dal sovrametallo pezzo grezzo