7 cicli per la conversione delle coordinate – HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 248
233
HEIDENHAIN TNC 426 B, TNC 430
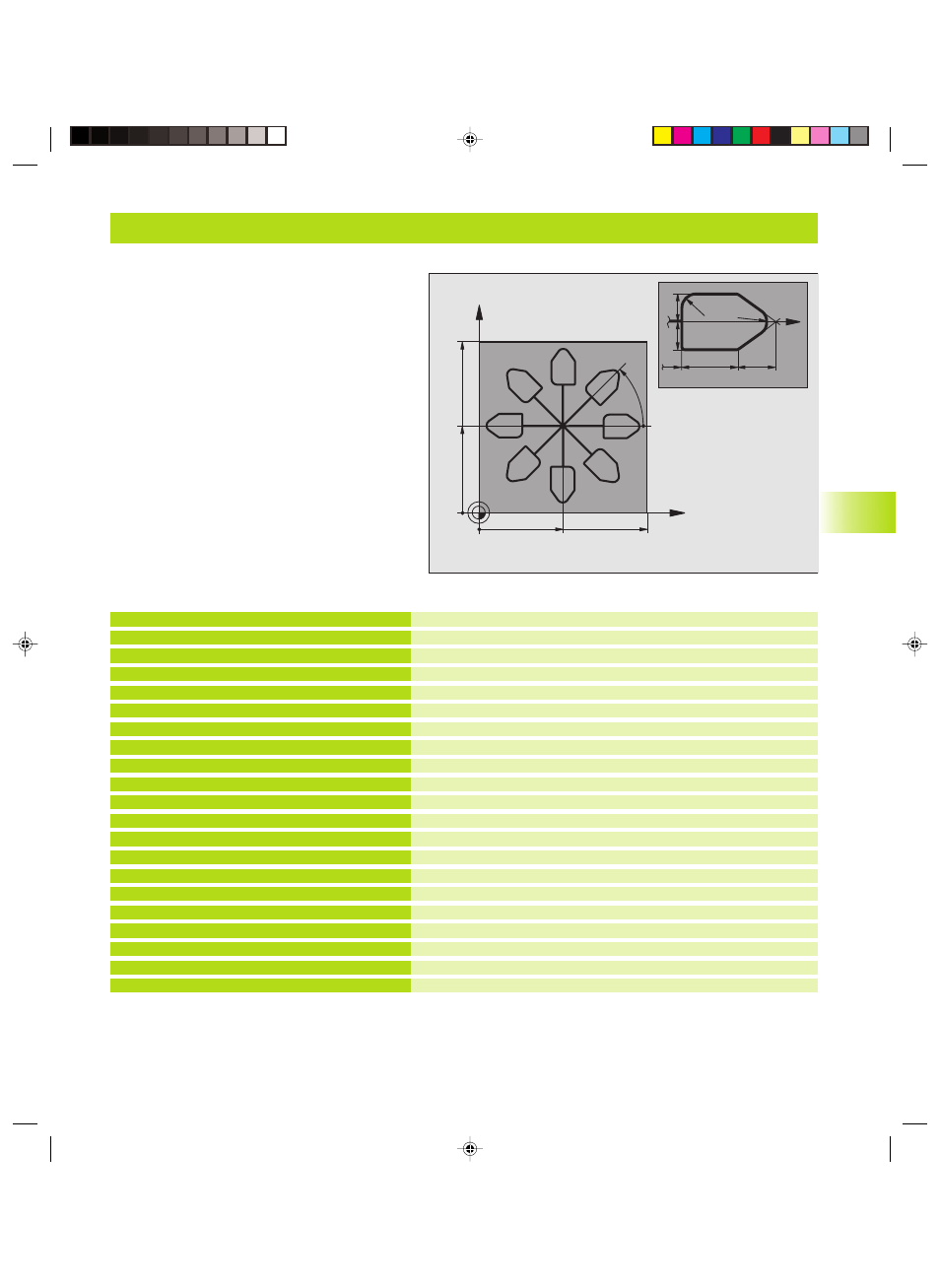
Esempio: Cicli per la conversione delle coordinate
Definizione pezzo grezzo
Definizione utensile
Richiamo utensile
Disimpegno utensile
Spostamento dell’origine al centro
Richiamo lavorazione di fresatura
Impostazione label per la ripetizione di blocchi di programma
Rotazione di 45°, valore incrementale
Richiamo lavorazione di fresatura
Salto di ritorno al LBL 10; in totale 6 volte
Annullamento della rotazione
Annullamento dello spostamento dell’origine
Disimpegnare l'utensile, fine del programma
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 7.0 PUNTO ZERO
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
10 LBL 10
11 CYCL DEF 10.0 ROTAZIONE
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
14 CALL LBL 10 REP 6/6
15 CYCL DEF 10.0 ROTAZIONE
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 PUNTO ZERO
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
20 L Z+250 R0 F MAX M2
Esecuzione del programma
■
Conversione delle coordinate nel programma
principale
■
Lavorazione nel sottoprogramma 1 (vedere
”9 Programmazione: sottoprogrammi e
ripetizione di blocchi di programma”)
8.7 Cicli per la conversione delle coordinate
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10
kkap8.pm6
30.06.2006, 07:22
233