4 cicli per la definizione di sagome di punti – HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 202
187
HEIDENHAIN TNC 426 B, TNC 430
ú
NUMERO LAVORAZIONI Q241: numero delle
lavorazioni sul cerchio primitivo
ú
DISTANZA DI SICUREZZA Q200 (incrementale):
Distanza tra la punta dell‘utensile e la superficie del
pezzo; inserire un valore positivo
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio); inserire un valore positivo
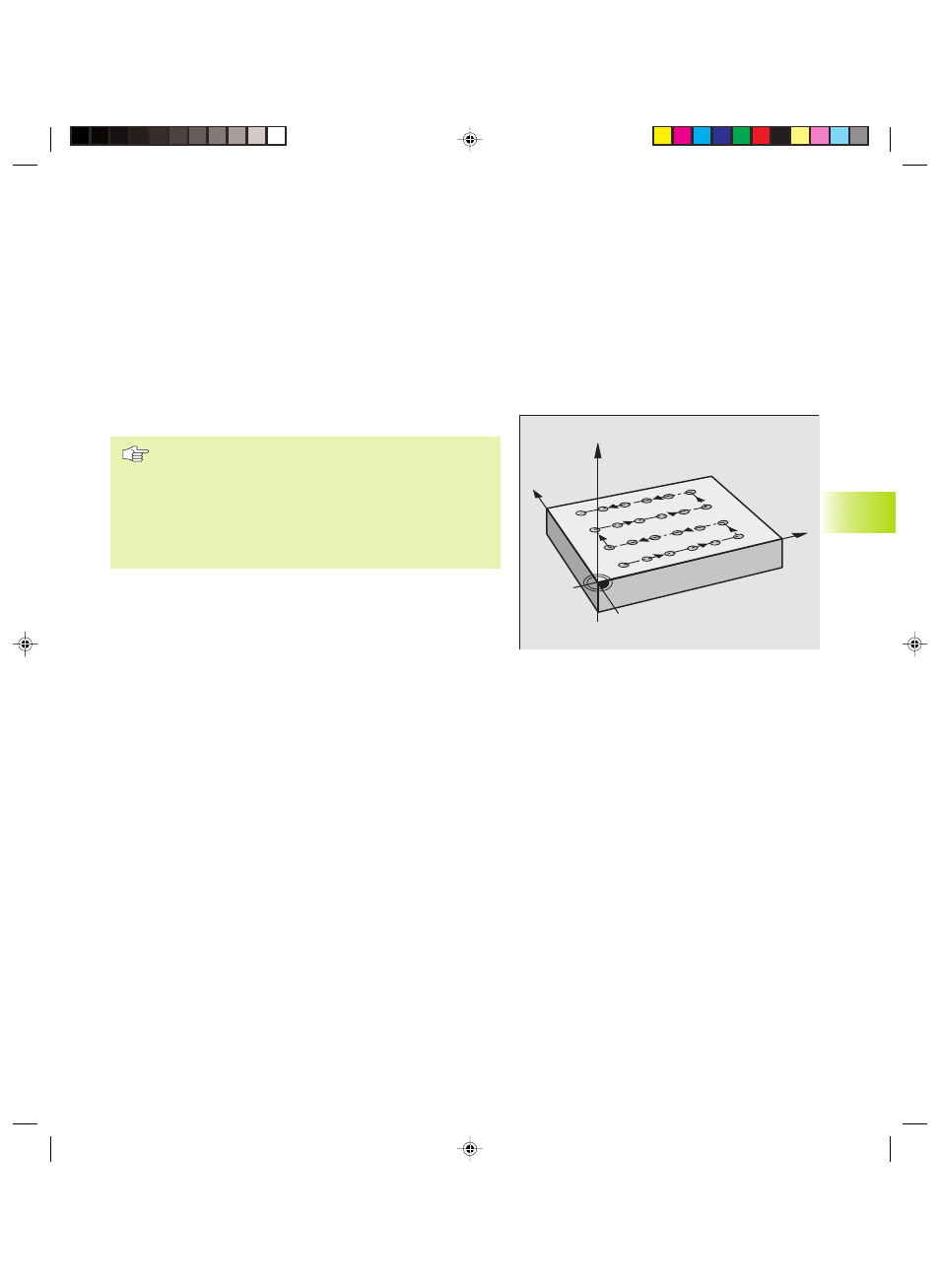
SAGOMA DI PUNTI SU LINEE (Ciclo 221)
Da osservare:
Il ciclo DEF 220 è attivo, di conseguenza chiama
automaticamente l’ultimo ciclo definito di lavorazione
Se uno dei cicli di lavorazione da 200 a 204 e da 211 a
215 viene combinato con il ciclo 220, sono valide la
DISTANZA DI SICUREZZA, la superficie del pezzo e la
2. DISTANZA DI SICUREZZA del ciclo 220!
1 Il TNC porta l’utensile dalla posizione attuale sul punto di partenza
della prima lavorazione.
Sequenza:
■
Posizionamento sulla 2ª DISTANZA DI SICUREZZA (asse del
mandrino)
■
Posizionamento sul punto di partenza nel piano di lavoro
■
Posizionamento alla DISTANZA DI SICUREZZA sopra la
superficie del pezzo (asse del mandrino)
2 Da questa posizione il TNC esegue il ciclo di lavorazione definito
per ultimo
3 Successivamente il TNC posiziona l’utensile con un movimento
lineare sul punto di partenza della lavorazione successiva; l’utensile
si trova alla DISTANZA DI SICUREZZA (oppure alla 2ª DISTANZA DI
SICUREZZA)
4 Questa procedura (da 1 a 3) si ripete fino alla conclusione di tutte le
lavorazioni sulla prima linea; l’utensile si trova sull‘ultimo punto della
prima linea
5 Il TNC sposta quindi l’utensile sull’ultimo punto della seconda linea
ed esegue la lavorazione
6 Da lì il TNC sposta l’utensile in direzione negativa dell’asse principale
sul punto di partenza della lavorazione successiva
7 Questi passi (6) si ripetono fino alla conclusione di tutte le
lavorazioni della seconda linea
X
Y
Z
8.4 Cicli per la definizione di sagome di punti
kkap8.pm6
30.06.2006, 07:22
187