5 f unzioni ausiliar ie per assi di r otazione – HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 162
147
HEIDENHAIN TNC 426 B, TNC 430
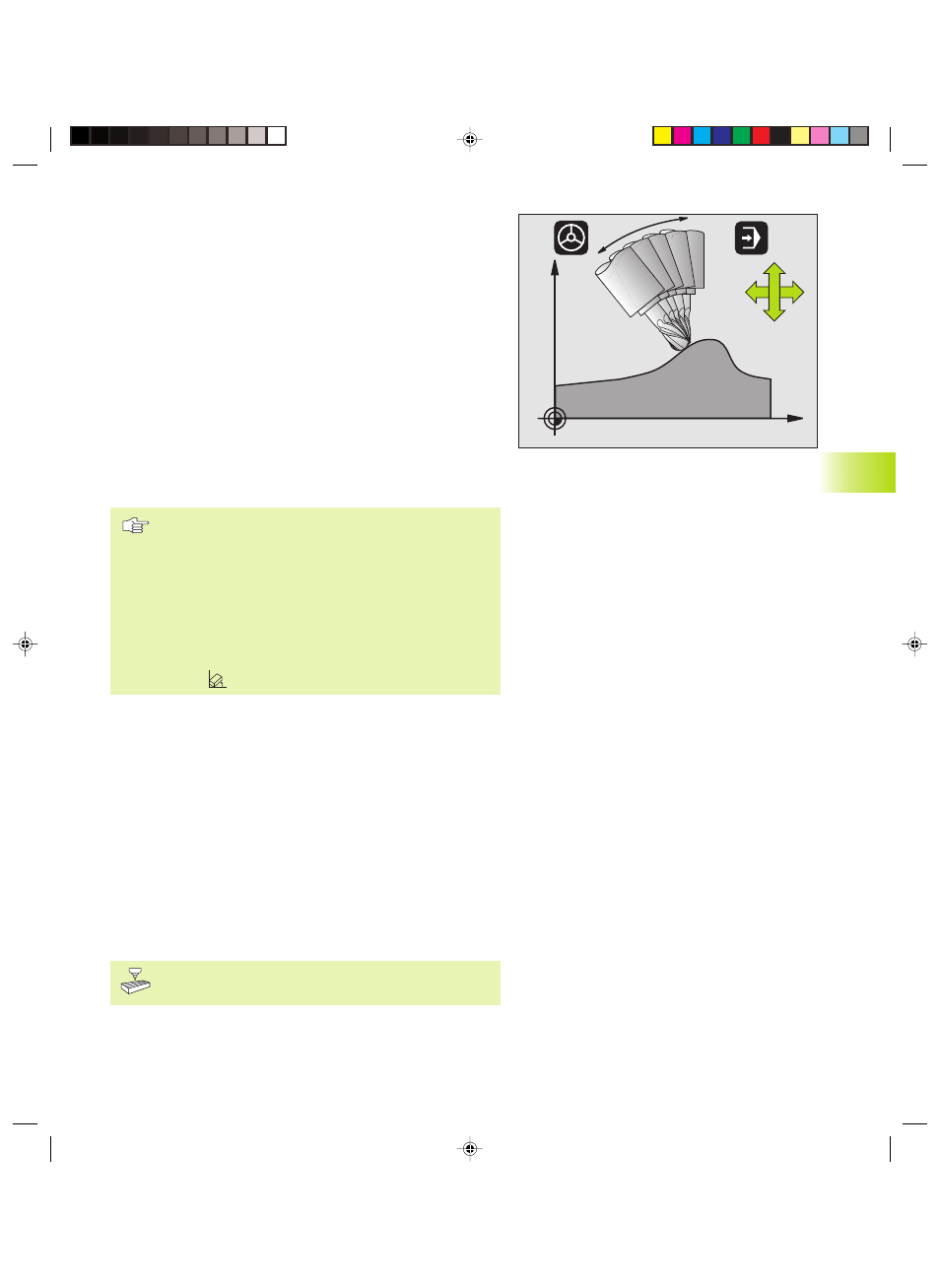
Mantenimento della posizione della punta
dell'utensile nel posizionamento di assi di rotazione
(TCPM*): M128
Comportamento standard
Il TNC porta l’utensile sulle posizioni definite nel programma di
lavorazione. Se nel programma varia la posizione di un asse di
rotazione, si deve calcolare il conseguente offset degli assi lineari e
spostarlo in un blocco di posizionamento (vedere figura funzione
M114).
Comportamento con M128
Se nel programma varia la posizione di un asse di rotazione
comandato da programma, durante la rotazione la posizione della
punta dell'utensile rispetto al pezzo rimane invariata.
Utilizzare M128 con M118 se si desidera modificare con il volantino la
posizione dell'asse di rotazione durante l'esecuzione del programma.
La sovrapposizione di un posizionamento con il volantino viene
eseguita con M128 attiva nel sistema di coordinate proprio della
macchina.
Prima di eseguire posizionamenti con M91 o M92 e prima
di un TOOL CALL: resettare M128.
Per evitare lesioni del profilo utilizzare con la funzione M128
solo frese a raggio frontale.
La lunghezza dell'utensile deve essere riferita al centro
della sfera della fresa a raggio frontale.
Il TNC non orienta la correzione del raggio dell'utensile
corrente. Ne scaturisce un errore che dipende dalla
posizione angolare degli assi di rotazione.
Con M128 attiva, il TNC visualizza nell'indicazione di stato il
simbolo
M128 con tavole orientabili
Programmando un movimento della tavola orientabile con M128
attiva, il TNC esegue anche la relativa rotazione del sistema di
coordinate. Ruotando per esempio l'asse C di 90° e programmando
successivamente un movimento nell'asse X, il TNC esegue il
movimento nell'asse della macchina Y.
Il TNC converte anche l'origine impostata che si sposta a seguito del
movimento della tavola circolare.
Attivazione
M128 è attiva dall’inizio del blocco, M129 alla fine del blocco. M128 è
disponibile anche nei modi operativi manuali e rimane attiva anche
dopo un cambio del modo operativo.
M128 viene disattivata con M129. Selezionando un nuovo programma
in uno dei modi operativi di esecuzione programma, il TNC effettua
sempre un reset di M128.
La geometria della macchina deve essere definita dal
Costruttore nei parametri macchina 7510 e seguenti.
*) TCPM = Tool Center Point Management
X
Z
B
Z
X
7.5 F
unzioni ausiliar
ie per assi di r
otazione
Hkap7.pm6
30.06.2006, 07:22
147