HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 191
8 Programmazione: Cicli
176
ú
COORD. SUPERFICIE PEZZO Q203 (assoluto):
coordinata della superficie del pezzo
ú
2ª DISTANZA DI SICUREZZA Q204 (incrementale):
coordinata dell’asse del mandrino che esclude una
collisione tra l’utensile e il pezzo (il dispositivo di
serraggio)
ú
CENTRO 1º ASSE Q216 (assoluto): centro della tasca
nell’asse principale nel piano di lavoro
ú
CENTRO 2º ASSE Q217 (assoluto): centro della tasca
nell’asse secondario del piano di lavoro
ú
DIAMETRO DEL PEZZO GREZZO Q222: diametro della
tasca prelavorata. Il diametro del pezzo grezzo deve
essere minore del diametro del pezzo finito
ú
DIAMETRO DEL PEZZO FINITO Q223: diametro della
tasca finita. Il diametro del pezzo finito deve essere
maggiore del diametro del pezzo grezzo e maggiore del
diametro dell'utensile
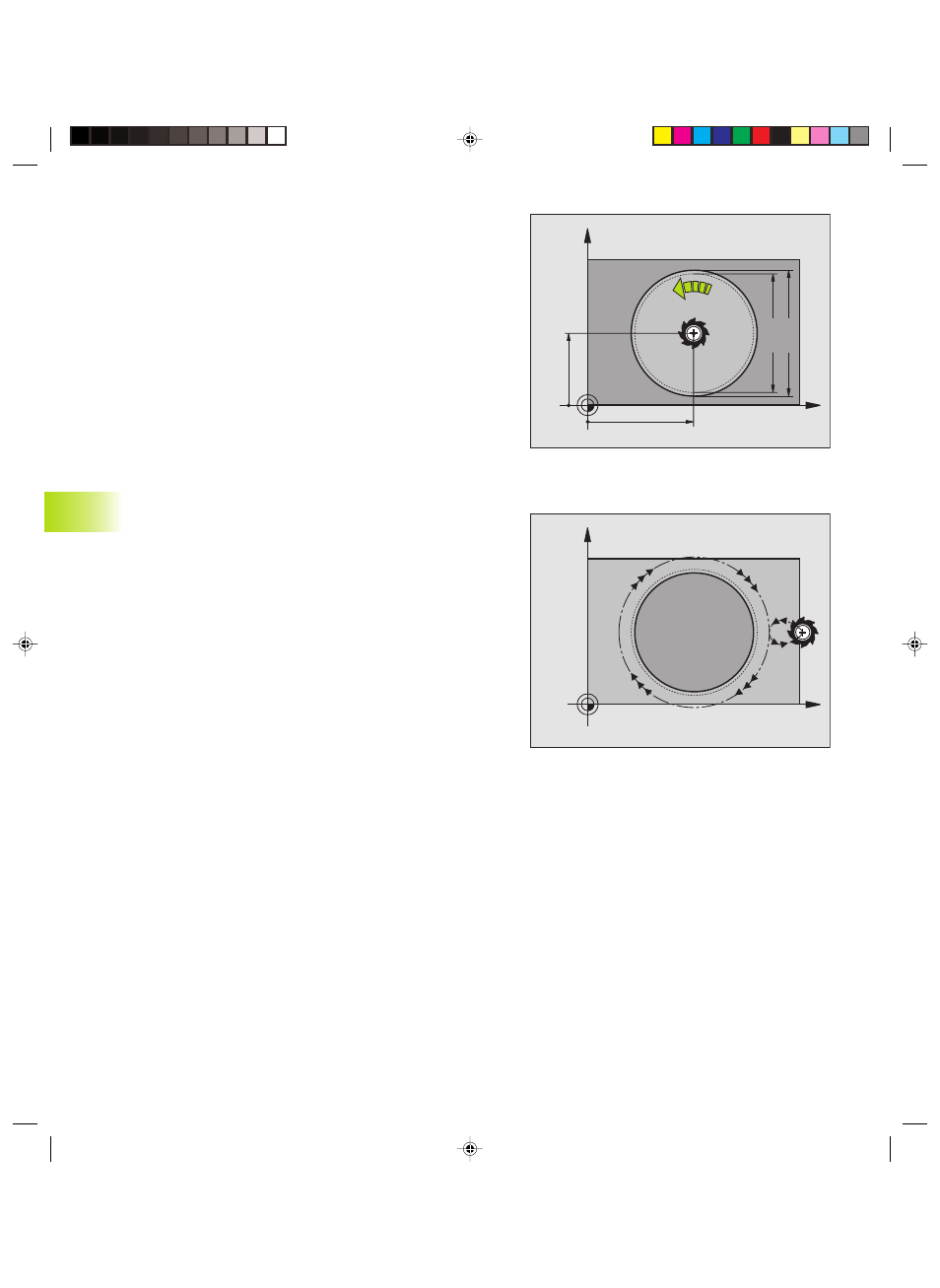
FINITURA DI ISOLE CIRCOLARI (Ciclo 215)
1 Il TNC porta l’utensile automaticamente nell’asse del mandrino alla
DISTANZA DI SICUREZZA oppure, se programmato, alla 2ª
DISTANZA DI SICUREZZA e successivamente al centro dell’isola
2 Dal centro dell'isola l'utensile si porta nel piano di lavoro al punto di
partenza della lavorazione. Il punto di partenza si trova a destra
dell'isola, spostato di circa 3,5 volte il raggio dell'utensile
3 Se l’utensile si trova alla 2ª DISTANZA DI SICUREZZA il TNC porta
l’utensile con FMAX alla DISTANZA DI SICUREZZA e da lì con l’
AVANZAMENTO IN PROFONDITA’ alla prima PROFONDITA’ DI
ACCOSTAMENTO
4 Successivamente l’utensile entra tangenzialmente sul profilo del
pezzo finito ed esegue una contornatura con fresatura concorde
5 In seguito l’utensile si stacca tangenzialmente dal profilo, ritornando
al punto di partenza nel piano di lavoro
6 Questa procedura (da 3 a 5) si ripete fino al raggiungimento della
PROFONDITA’ programmata
7 Alla fine del ciclo il TNC porta l’utensile in rapido alla DISTANZA DI
SICUREZZA o, se programmata, alla 2ª DISTANZA DI SICUREZZA e
successivamente al centro della tasca (posizione finale = posizione
iniziale)
X
Y
Q222
Q217
Q216
Q207
Q223
X
Y
8.3 Cicli per la fr
esat
ur
a di tasc
he,
isole e scanalat
ur
e
kkap8.pm6
30.06.2006, 07:22
176