HEIDENHAIN TNC 426B (280 472) Manuale d'uso
Pagina 151
7 Programmazione: Funzioni ausiliarie
136
Il Costruttore della macchina imposta in un parametro macchina per
ogni asse la distanza dell’origine della macchina dal punto zero della
riga di misura.
Comportamento standard
Il TNC riferisce le coordinate all’origine del pezzo (vedere
”Determinazione dell‘origine”).
Comportamento con M91 – Origine della macchina
Quando le coordinate nei blocchi di posizionamento devono riferirsi
all’origine della macchina, inserire in questi blocchi la funzione M91.
Il TNC visualizzerà i valori delle coordinate riferiti all‘origine della
macchina. Nell’indicazione di stato commutare la visualizzazione delle
coordinate su REF (vedere ”1.4 Visualizzazione di stato”).
Comportamento con M92 – Punto di riferimento della macchina
Oltre all’origine della macchina il Costruttore può definire
ancora un’altra posizione fissa rispetto alla macchina
(punto di riferimento della macchina).
A questo scopo il Costruttore della macchina imposterà per
ogni asse la distanza del punto di riferimento della
macchina dall’origine della stessa (vedere Manuale della
macchina).
Quando le coordinate nei blocchi di posizionamento devono riferirsi al
punto di riferimento della macchina, inserire in questi blocchi la
funzione M92.
Anche con M91 o M92 il TNC esegue eventuali correzioni
del raggio mentre non interviene sulla lunghezza
dell‘utensile.
M91 e M92 non sono attive con il piano di lavoro inclinato.
In questo caso il TNC emette un messaggio d‘errore.
Attivazione
M91 e M92 sono attive solo nei blocchi di programma, nei quali
vengono programmate.
M91 e M92 sono attive dall‘inizio del blocco.
Origine del pezzo
Quando le coordinate si devono riferire sempre all’origine della
macchina, si può bloccare la determinazione dell’origine per uno o più
assi; vedere parametro macchina 7295.
Quando la determinazione dell’origine viene bloccata per tutti gli assi, il
TNC non visualizzerà più il softkey INSERIRE ORIGINE nel modo
operativo FUNZIONAMENTO MANUALE.
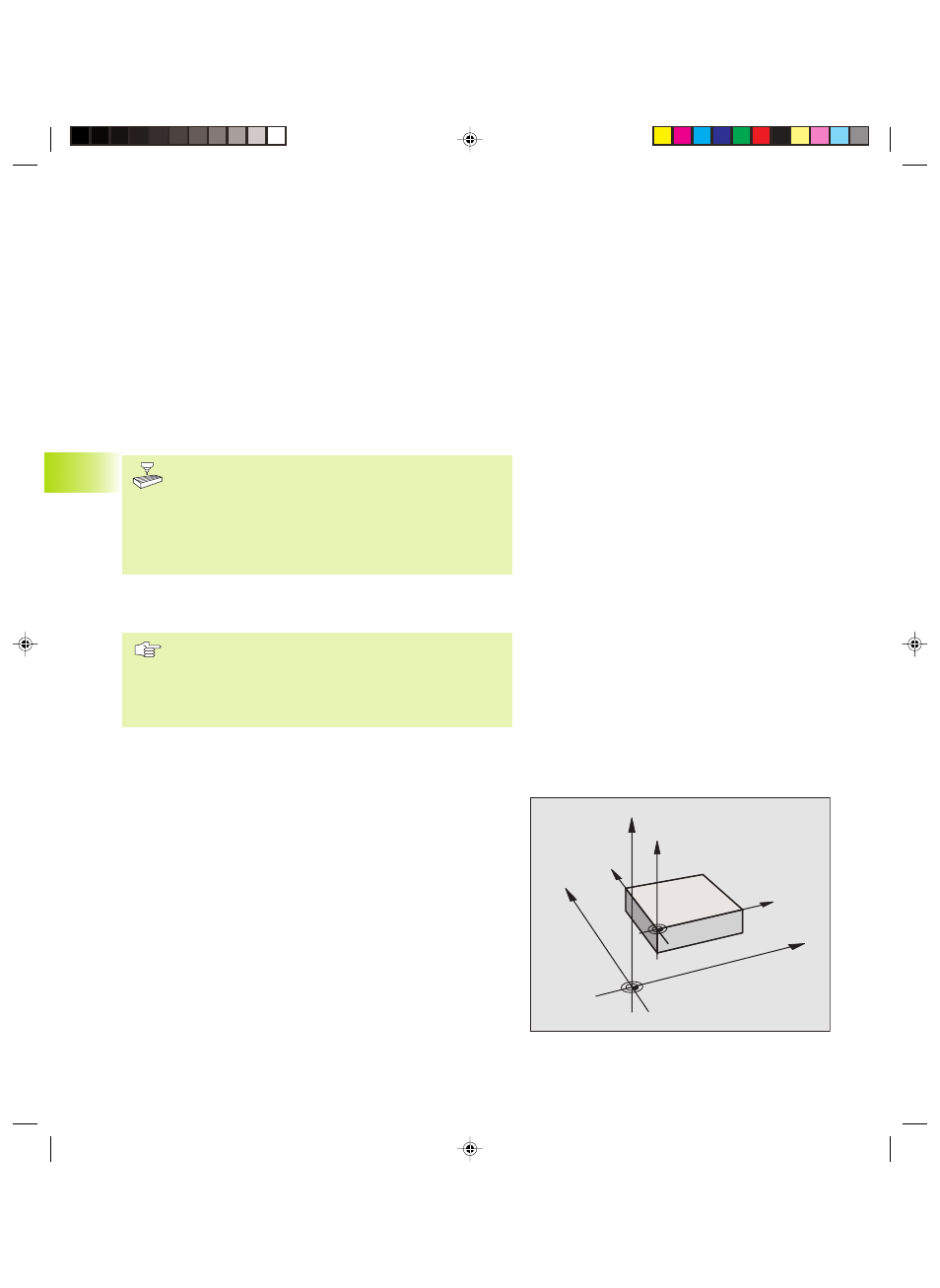
La figura a destra illustra i sistemi di coordinate con l’origine della
macchina e l’origine del pezzo.
Z
X
Y
Z
Y
X
M
7.3 F
unzioni ausiliar
ie per la pr
ogr
ammazione di coor
dinat
e
M91/M92 nel modo operativo test di programma
Per poter simulare graficamente i movimenti M91/
M92, occorre attivare il controllo dell'area di lavoro e
visualizzare il pezzo grezzo riferito all'origine fissata
(vedere paragrafo ”12.8 Raffigurare il pezzo grezzo
nell'area di lavoro”).
Hkap7.pm6
30.06.2006, 07:22
136