Riposizionamento sul profilo, 4 esecuzione pr ogr amma – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 540
540
12 Test ed esecuzione del programma
12.4 Esecuzione pr
ogr
amma
8
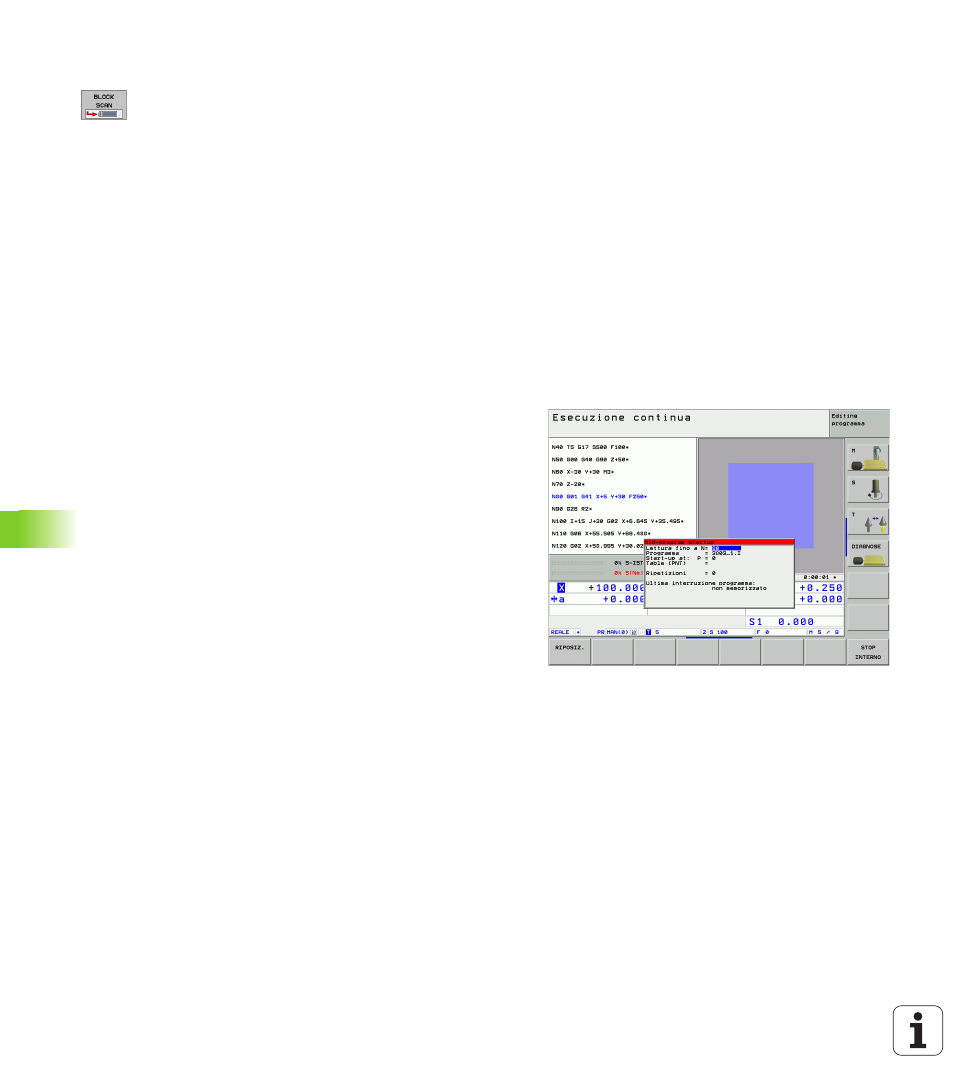
Selezione del primo blocco del programma attuale per l'inizio della
lettura: inserire GOTO "0".
8
Selezione lettura blocchi: premere il softkey LETTURA
BLOCCHI
8
LETTURA FINO A N
: inserire il numero N del blocco, nel
quale la lettura deve terminare
8
PROGRAMMA
: inserire il nome del programma, nel quale
si trova il blocco N
8
RIPETIZIONI
: inserire il numero delle ripetizioni da
considerare nella lettura blocchi, qualora il blocco N si
trovasse in una parte del programma da ripetere
8
Avviamento lettura blocchi: premere il tasto esterno di
START
8
Avvicinamento al profilo (vedere il paragrafo
successivo)
Riposizionamento sul profilo
Con la funzione RAGGIUNGERE POSIZIONE il TNC riposiziona
l'utensile sul profilo del pezzo in caso di:
riposizionamento dopo uno spostamento degli assi della macchina
durante un'interruzione non programmata con STOP INTERNO
riposizionamento dopo una lettura blocchi con RIPOSIZ. A BLOCCO
N, p. es. dopo un'interruzione con STOP INTERNO
se a seguito dell'apertura dell'anello di spazio durante
un'interruzione del programma la posizione di un asse si è
modificata (in funzione delle caratteristiche della macchina)
8
selezionare il riposizionamento sul profilo: premere il softkey
RAGGIUNGERE POSIZIONE
8
event. ripristinare lo stato di macchina
8
per spostare gli assi nella sequenza proposta dal TNC sullo schermo:
premere il tasto esterno di START oppure
8
per spostare gli assi in una sequenza qualsiasi: premere i softkey
RIPOSIZ. X, RIPOSIZ. Z ecc. e confermare ogni volta con il tasto
esterno di START
8
per continuare la lavorazione: premere il tasto esterno di START