HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuale d'uso
Pagina 343
HEIDENHAIN iTNC 530
343
8.4 Cicli per la fr
esat
ur
a di tasc
he, isole e scanalat
ur
e
8
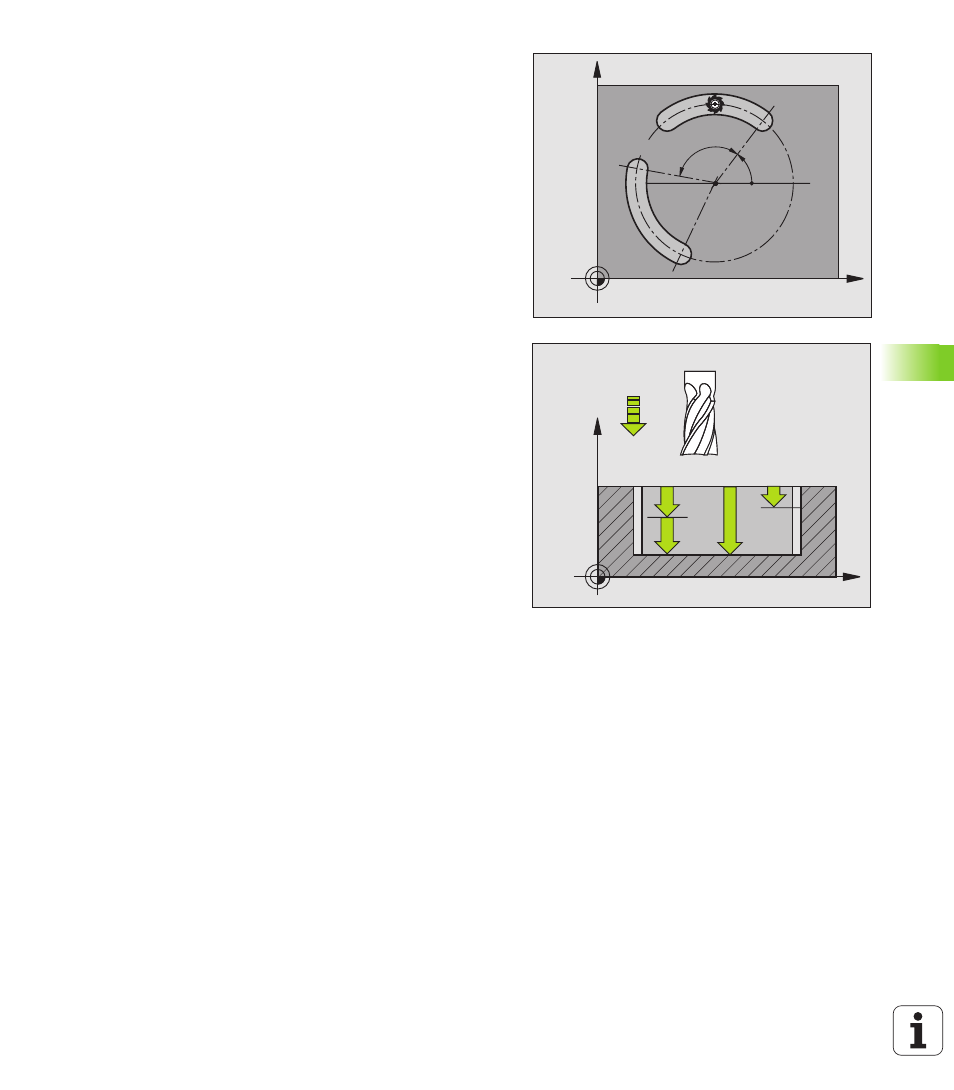
ANGOLO INCREMENTALE
Q378 (in valore incrementale):
angolo con cui tutta la scanalatura viene ruotata. Il
centro di rotazione si trova al centro del cerchio
primitivo
8
NUMERO LAVORAZIONI
Q377: numero delle lavorazioni
sul cerchio primitivo
8
AVANZAMENTO FRESATURA
Q207: velocità di
spostamento dell'utensile durante la fresatura in mm/
min
8
TIPO DI FRESATURA
Q351: tipo della lavorazione di
fresatura con M03:
+1 = concorde
–1 = discorde
8
PROFONDITA'
Q201 (in valore incrementale): distanza
tra la superficie del pezzo e il fondo della scanalatura
8
PROFONDITA' DI ACCOSTAMENTO
Q202 (in valore
incrementale): quota dei singoli accostamenti
dell'utensile; inserire un valore maggiore di 0
8
SOVRAM. FINITURA FONDO
Q369 (in valore
incrementale): sovrametallo per finitura del fondo
8
AVANZAMENTO IN PROFONDITA'
Q206: velocità di
avanzamento dell'utensile durante lo spostamento in
profondità in mm/min
8
ACCOSTAMENTO DI FINITURA
Q338 (in valore
incrementale): quota di accostamento dell'utensile
nell'asse del mandrino in finitura. Q338=0: finitura in
un solo accostamento
X
Y
Q376
Q378
X
Z
Q201
Q206
Q202
Q338